



Impact of hierarchical martensitic structure on deformation twinning in titanium alloys during additive manufacturing
 0
0  ,
, Abstract
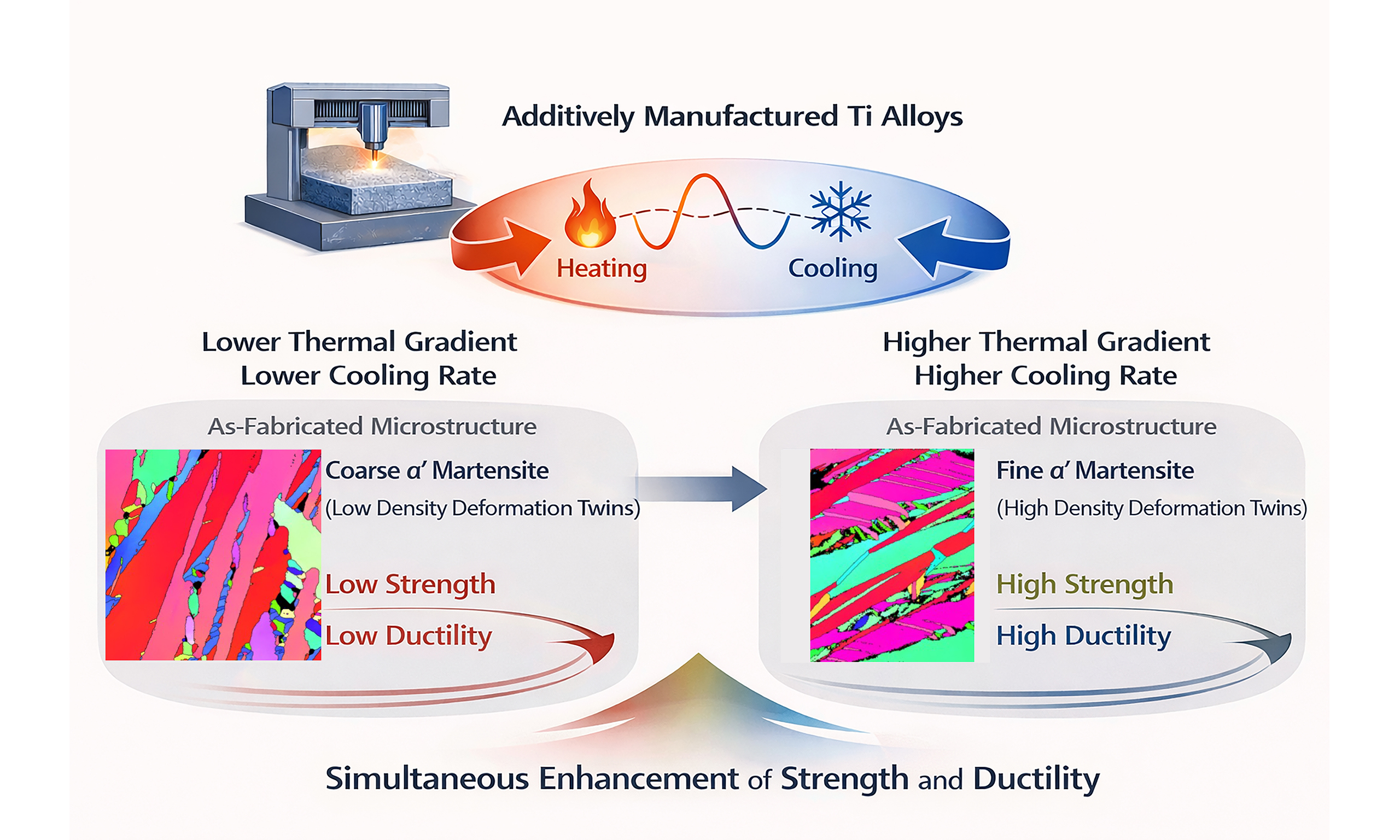
A fully hierarchical martensitic microstructure is the common feature of additively manufactured α-type Ti alloys due to the rapid cooling rate inherent to the fabrication process. However, how this hierarchy governs defect formation within α laths under cyclic thermal loadings remains poorly understood. Here, we present a systematic electron microscopy investigation of a Ti-6Al-4V fabricated by laser powder-bed fusion. The as-fabricated microstructure consists of fine α′ martensite organised into multilevel lath hierarchies inherited from prior β grains. Deformation twinning is found to be strongly dependent on the martensitic hierarchy. Two types of twins are identified based on their thickness and interactions with martensitic laths. Twins that link to the endpoints of fine martensitic plates laths, i.e., linked twins, are consistently thicker than non-linked twins within lath interiors. Such twin structures enhance the room temperature tensile performance, enabling a simultaneous improvement in tensile strength, ductility, and work-hardening capability. These results demonstrate that hierarchical martensite actively governs twin formation in additively manufactured Ti alloys, elucidating the microstructural origin of their superior mechanical properties and providing guidance for microstructural optimization.
Keywords
INTRODUCTION
Unlike conventional manufacturing, which relies on subtractive processes (e.g., machining) or forming operations (e.g., casting and forging), additive manufacturing (AM) builds components layer by layer, offering distinct advantages such as high design flexibility, near-net or net-shape production, efficient material utilization, and substantial cost savings[1,2]. However, AM of metals introduces complex thermal and stress gyrations not typically experienced in conventional metallurgical processes, which affect mechanical properties, fatigue life, and other critical properties[1-7]. Rapid thermal loading induces thermal stresses that are relieved through plastic deformation, leading to deformed microstructures in as-fabricated components[3,5].
The α + β type Ti-6Al-4V exhibits an excellent combination of high specific strength, corrosion resistance and thermal stability[8,9]. Ti-6Al-4V is highly processable via AM methods, including laser powder-bed fusion (L-PBF)[10-13], laser-directed energy-deposition (L-DED)[14], electron beam-PBF[15,16], and wire-arc AM[17,18]. High cooling rates during L-PBF induce phase transformations from the liquid to the body-centered cubic β phase, then fully to the hexagonal close-packed (HCP) α' phase. Previous studies on L-PBF focused on solid-state phase transformation, revealing the intrinsic annealing effects during the AM process[10,11,19]. A previous study reports that hierarchical martensite—characterized by its width, length, and aspect ratio—forms under varying peak temperatures and cooling rates during rapid thermal cycles[20]. Similar hierarchical martensitic structures have also been observed in the top layer of L-PBF Ti alloys and in water-quenched Ti alloys, which do not undergo multiple thermal cycles[21,22]. These observed hierarchical martensitic structures form as a result of martensite nucleating and growing within prior β grains, where multiple orientation variants and substructures emerge to accommodate transformation strain[22,23]. Meanwhile, unlike other metals with a face-centered cubic structure, e.g., 316 L stainless steel[3], pure copper[24] and Cantor alloy[25], whose defect structure and associated strengthening mechanisms are well studied, the effects of rapid thermal cycles on the defect structures of as-fabricated Ti parts remain unclear[26-28]. This knowledge gap hinders further microstructural design in AM components.
Here, we used L-PBF Ti-6Al-4V to investigate defect structures within α' laths. We report that the endpoints of fine martensitic laths can grow within coarse martensitic laths, thereby triggering deformation twinning. The thickness of deformation twins is governed by the contact width of fine martensitic plates. The resulting heterogeneous twin structure impacts the global mechanical properties of the materials.
MATERIALS AND METHODS
Materials preparation
Gas atomized Ti-6Al-4V powder were employed for both L-PBF and L-DED additive manufacturing processes. For L-PBF, powders with a particle size of 25-45 µm (ASTM Grade 23) was sourced from TLS Technik GmbH & Co. Samples (6 × 6 × 12 mm3) were printed using a commercial L-PBF system (SLM Solutions GmbH, SLM 250 HL) with 80 µm spot size, 100 W laser power, 375 mm/s scanning velocity, 30 µm layer thickness, 120 µm hatch spacing, and chessboard scanning strategy. Cylindrical bars with a diameter of 10 mm and a height of 30 mm were built vertically on a Ti-6Al-4V substrate with a support structure[11]. The substrate was pre-heated to 200 °C prior to printing. The as-built samples exhibited > 99.5% density, measured via micro-computed tomography technique.
For L-DED, powders with a particle size of 53-103 µm (Avimetal Powder Metallurgy Technology Co., Ltd.) were employed to ensure stable flowability and consistent powder feeding. Fabrication was performed using an OPTOMEC LENS™ MR-7 system with 600 µm spot size, 400 W laser power, 10 mm/s scanning velocity, 100 µm layer thickness, 300 µm hatch distance and a bidirectional scanning strategy with 90° rotation between layers. The resulting samples also achieved relative densities exceeding 99.5%.
Sample preparation
A plane-view specimen with dimensions (3 × 3 × 2 mm3) was cut perpendicular to the build direction using a Struers Acctom-50 diamond saw for scanning electron microscopy (SEM) and electron backscatter diffraction (EBSD) characterization. Colloidal silica suspension (0.05 µm) was used for final polishing. Transmission Kikuchi diffraction (TKD) specimens were extracted from the top and bottom layers perpendicular to the build direction. Ion milling (Gatan model 695 precision ion polishing system II) at
Cylindrical dog-bone-shaped tensile specimens were machined from the cylindrical bars with a gauge diameter of 4 mm and a gauge length of 16 mm, in accordance with ASTM standard E8/E8M-09.
Structural characterization
EBSD and TKD characterization were conducted using a Zeiss ULTRA Plus SEM. EBSD mapping was performed at an acceleration voltage of 20 kV with a step size of 25 nm. TKD mapping was performed at an acceleration voltage of 30 kV with a step size of 5 nm.
Transmission electron microscopy (TEM) observations were performed in a JEOL JEM-2100 microscope operated at 200 kV. Scanning transmission electron microscopy (STEM) high-angle annular dark-field (HAADF) imaging was performed using a Thermofisher Scientific Themis-Z double-corrected microscope operating at an acceleration voltage of 300 kV.
Mechanical property test
Room temperature quasi-static uniaxial tensile testing was performed at an initial strain rate of
Data analysis
EBSD and TKD data were processed using the Aztec HKL software.
Statistical analysis of the average twin thickness was conducted using OriginPro software. TKD maps comprising more than 50 individual α' laths were collected from five different layers located at 0, 5, 10, 20, and 30 mm from the top surface. In total, over 360 deformation twins were analysed to ensure statistical reliability. P < 0.05 denotes statistical significance.
RESULTS AND DISCUSSION
Figure 1A presents an EBSD inverse-pole figure (IPF) map of an as-fabricated specimen, presenting acicular α' martensitic phase. The average length and width of these platelets are 8.1 ± 2.0 µm and 0.9 ± 0.4 µm, respectively. The corresponding phase map, Figure 1B, confirms only the α' phase with no β phase detected. Figure 1C presents a grain boundary (GB) map, showing low-angle GBs (LAGBs) with misorientation angles of 2°-10°, high-angle GBs (HAGBs) with misorientation angles > 10°, and 57.42°/{10
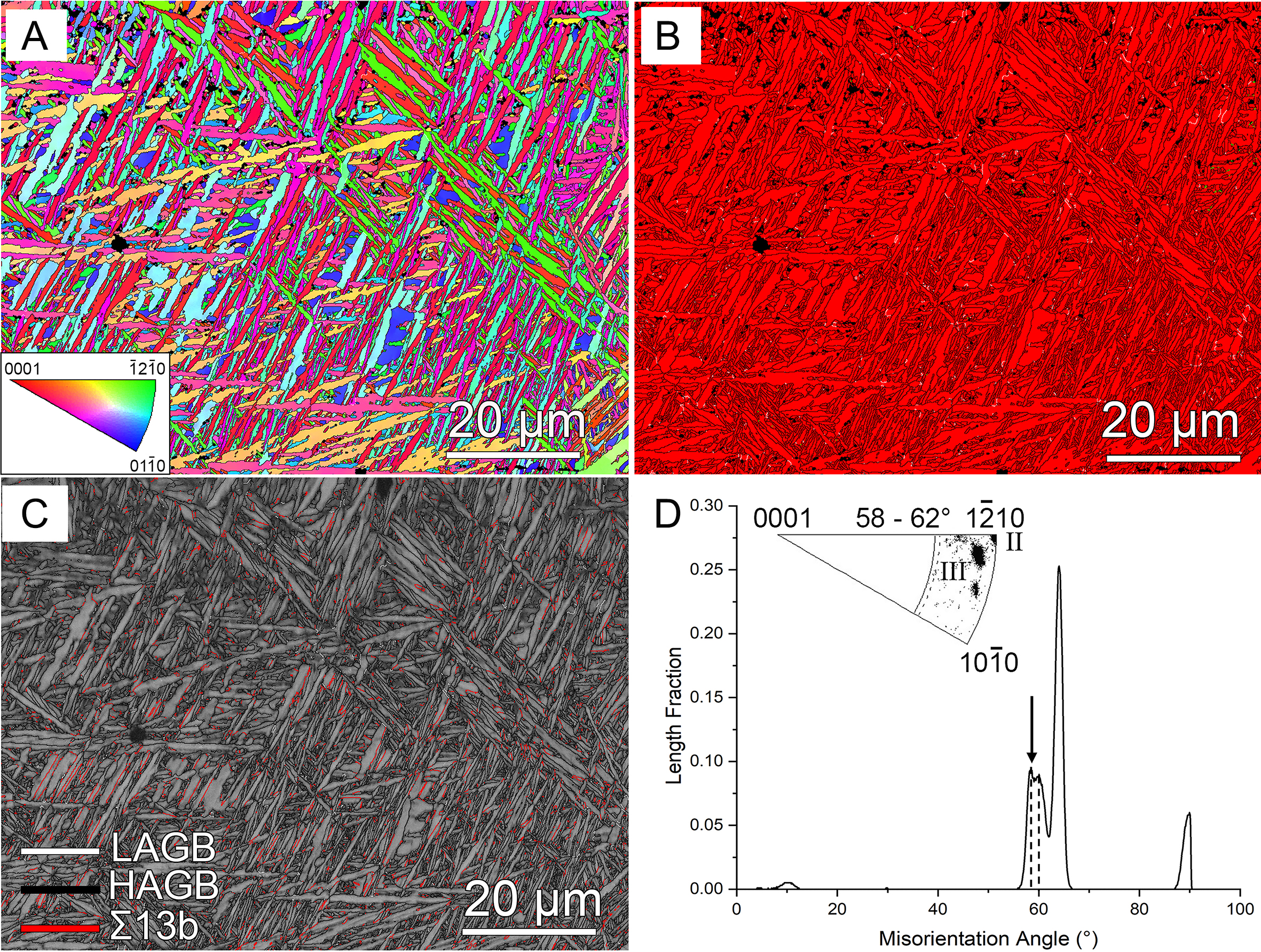
Figure 1. Microstructure in the as-fabricated plan-view Ti-6Al-4V specimen. (A) EBSD IPF map and (B) EBSD phase map. (C) Corresponding GB map on top of the image quality map showing three GB types. (D) The corresponding misorientation profile generated from the EBSD data.
To further investigate the microstructure inside a single α' lath, TKD characterization was performed.
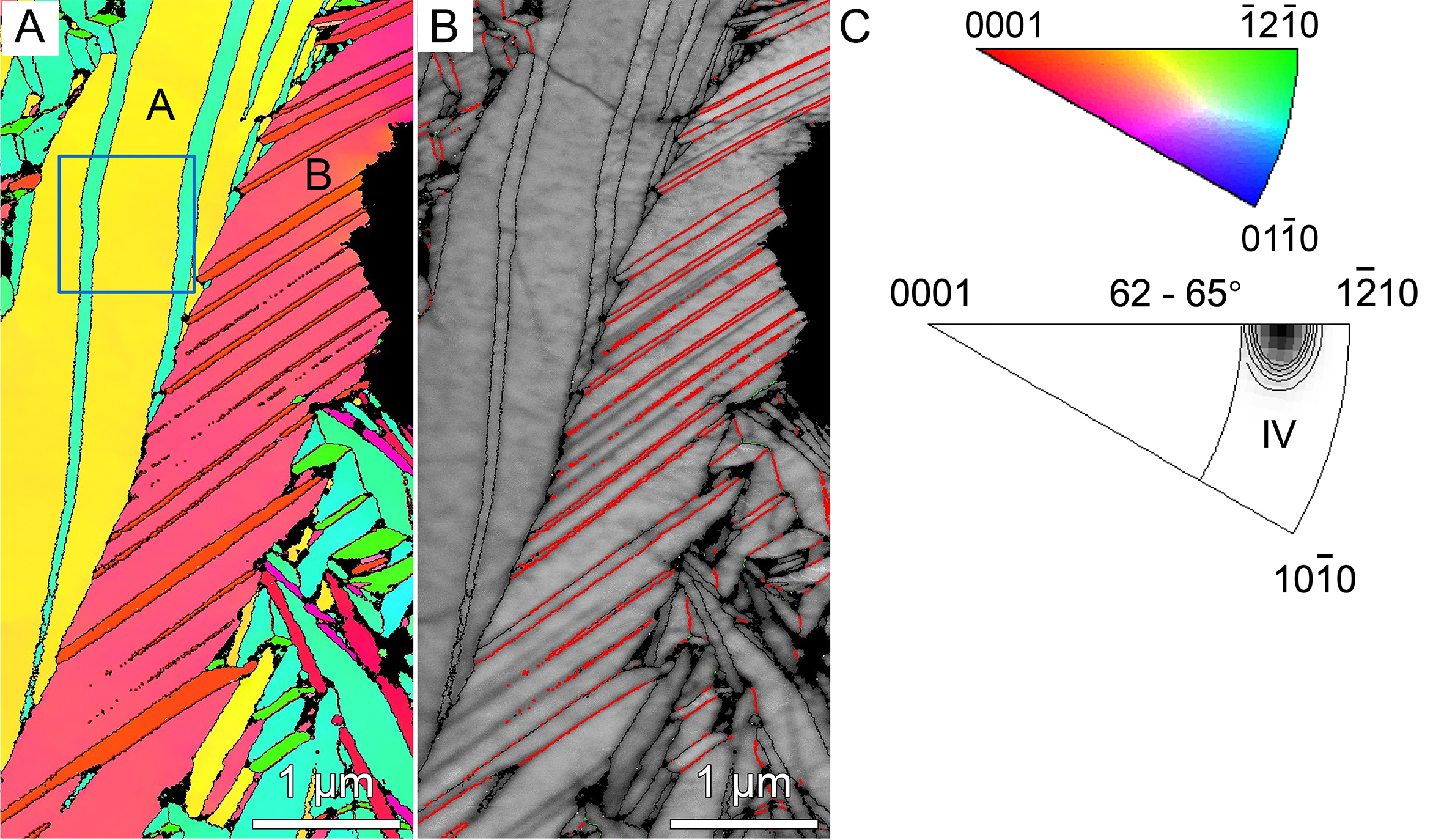
Figure 2. A typical microstructure in a top layer of the as-fabricated Ti-6Al-4V. (A) TKD IPF map showing a hierarchical martensitic structure. (B) GB map showing the distribution of GB types. The colour codes for marking different types of GBs are the same as in
Figure 3A presents a typical TKD IPF map from a bottom layer (30 mm away from the top surface). The width of lath A is 860 nm. Inside lath A, two groups of bands are observed. One group is orange in colour, sharing the same orientation with the neighbouring coarse α' lath (top-right-hand side). The other group is of lime green colour, presenting a typical twin morphology. Figure 3B identifies the boundaries of orange and lime green bands are type 4 inter-variant boundaries and {10
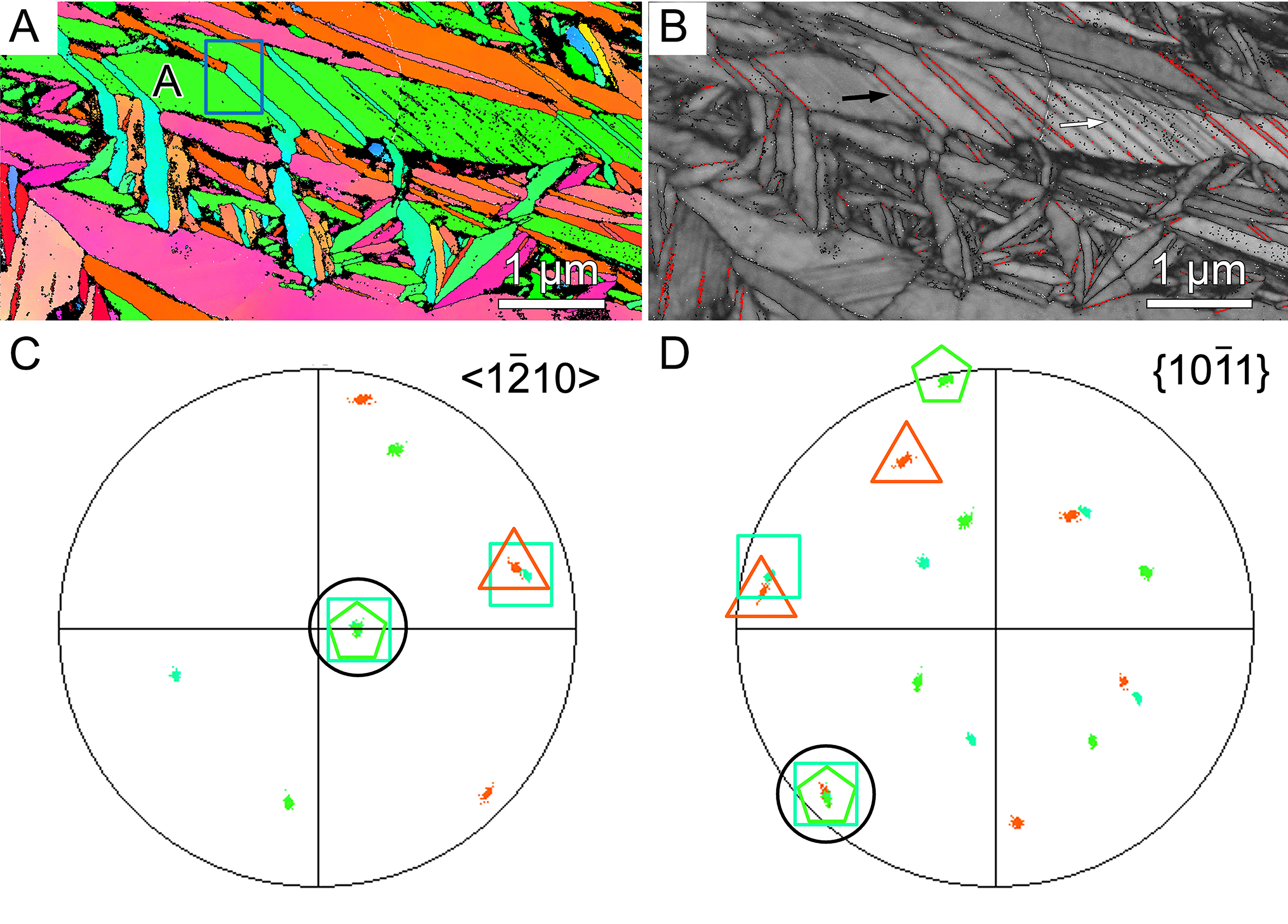
Figure 3. TKD maps taken from a bottom layer. (A) TKD IPF map showing how hierarchical martensite structure impacts the thickness of deformation twins inside an α' lath. (B) The corresponding GB map on top of the image quality map. The colours used to mark different types of GBs are the same as in Figure 1. Black and white arrows point to linked and non-linked twins, respectively. (C) <1
Twins that link to the endpoints of fine martensitic plates laths, i.e., linked twins, are thicker than non-linked twins. A black arrow in Figure 3B points to a linked twin with an average thickness of 73 ± 14 nm. Conversely, the average thickness of non-linked twins is 34 ± 11 nm, half of that of linked twins. The observed thick linked twins appear in the layers 5-30 mm below the top surface. The formation sequence of fine martensitic plates and linked twins is proposed based on the microstructural evolution. Fine martensitic plates can be observed in the top layers, as shown in Figure 2A. However, linked twins appear only in layers subjected to rapid cyclic thermal loadings, indicating that fine martensitic plates formed prior to linked twins.
To avoid underestimation of the density of deformation twins, a TEM-bright-field (BF) image in Figure 4A, taken close to a <1
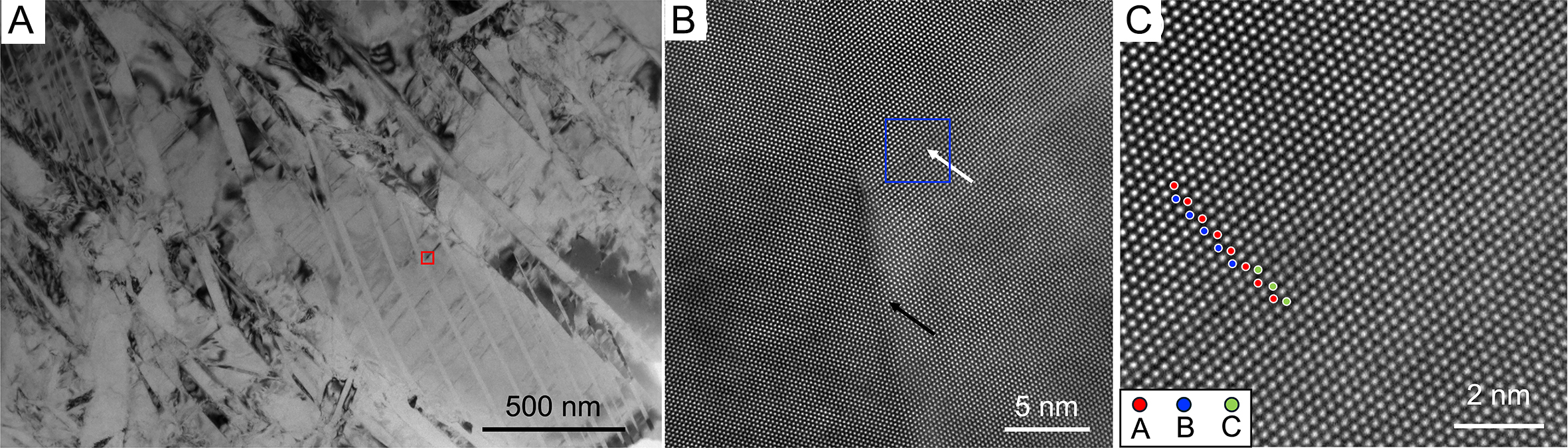
Figure 4. (A) A TEM-BF image taken from the same region as Figure 3. (B) A STEM-HAADF image taken from the red-boxed region in (A). The black arrow points to a TB, and the white arrow points to an SF. (C) An enlarged STEM-HAADF image taken from the blue-boxed region in (B).
Numerous studies have investigated factors contributing to twin thickness in polycrystalline metals[35-39]. Typically, four factors contribute to the twin thickening: grain size, Schmid factor, applied stress, and boundary mobility[38,39]. A stronger correlation between grain size and twin frequency has been reported compared to twin thickness[35-37]. The Schmid factor is calculated based on the parent orientation relative to the applied load direction. A higher Schmid factor increases the applied shear stress within a grain, making it easier to exceed the critical resolved shear stress for twinning. In this study, linked and non-linked twins are activated within the same lath, indicating the same grain size and Schmid factor for {10
TKD Kernel Average Misorientation (KAM) maps are generated from the same areas shown in
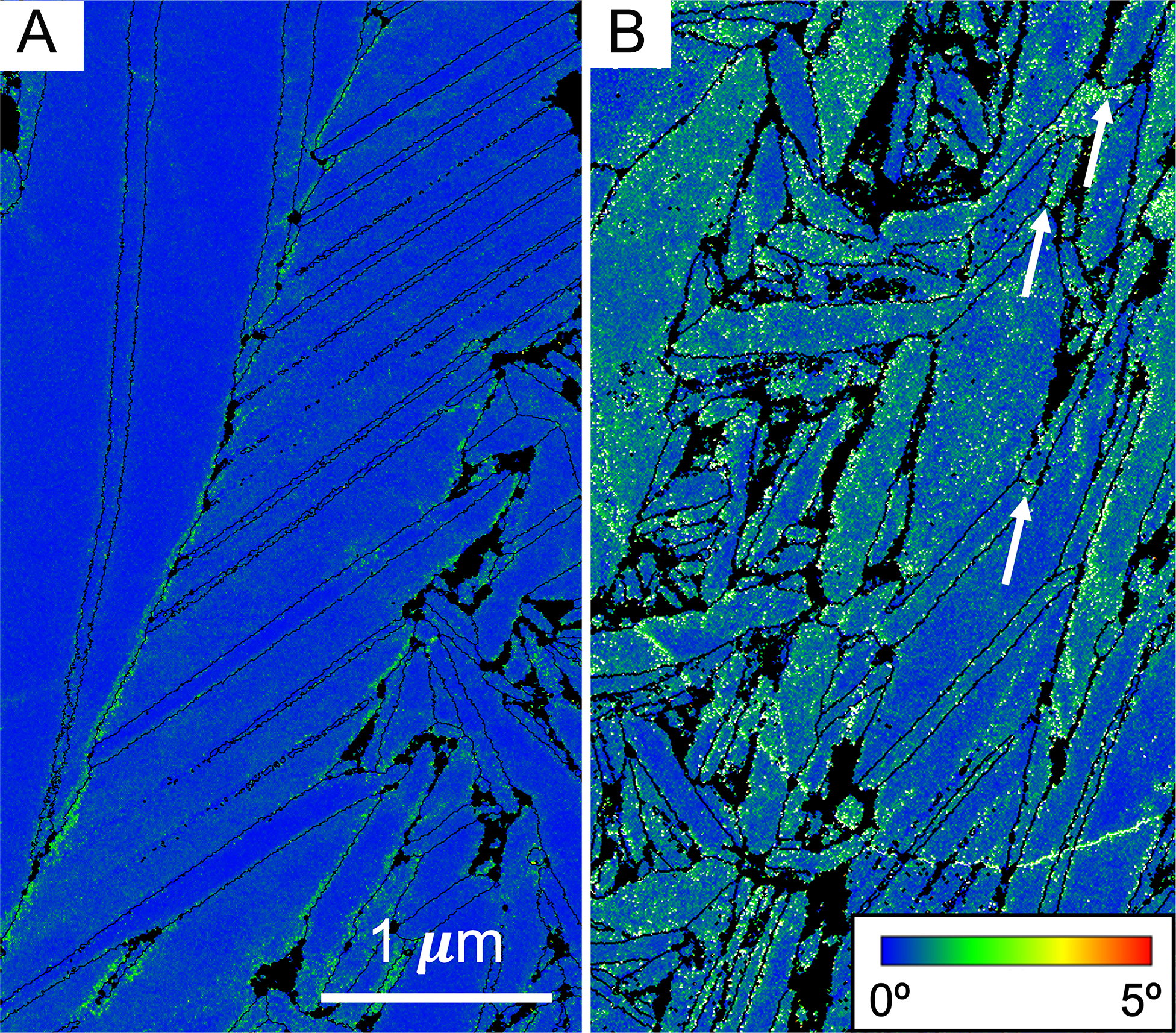
Figure 5. TKD KAM maps showing the strain distribution in (A) a top layer and (B) a bottom layer of an as-fabricated Ti-6Al-4V. White arrows point to the endpoint of fine martensitic plates laths.
A statistical analysis examines how twin thickness varies with Schmid factors, shown in Figure 6A. The Schmid factor is calculated along the build direction, where the highest thermal gradient occurs. For non-linked twins, the thickness increases from 18 ± 4 nm at a Schmid factor of 0.08 to 34 ± 11 nm at a Schmid factor of 0.44. With the same Schmid factor, the α lath width plays a significant role in determining the twin thickness. As the α lath width varies from 460 nm to 1.15 µm, relatively high standard deviations are observed. To validate the statistical significance of this trend, p-value is calculated with a value of 0.0408. The value is below 0.05, which indicates the statistical significance of this increasing trend. The average thickness of linked twins also increases with increasing Schmid factors. Linked twins exhibit higher standard deviations within one single α' lath or different α' laths with the same crystal orientation. Notably, the TKD data indicate that the thickness of linked twins never exceeds the contact width at the endpoints of fine martensitic plates, suggesting the possibility that the stress field of fine martensitic plates is localized.
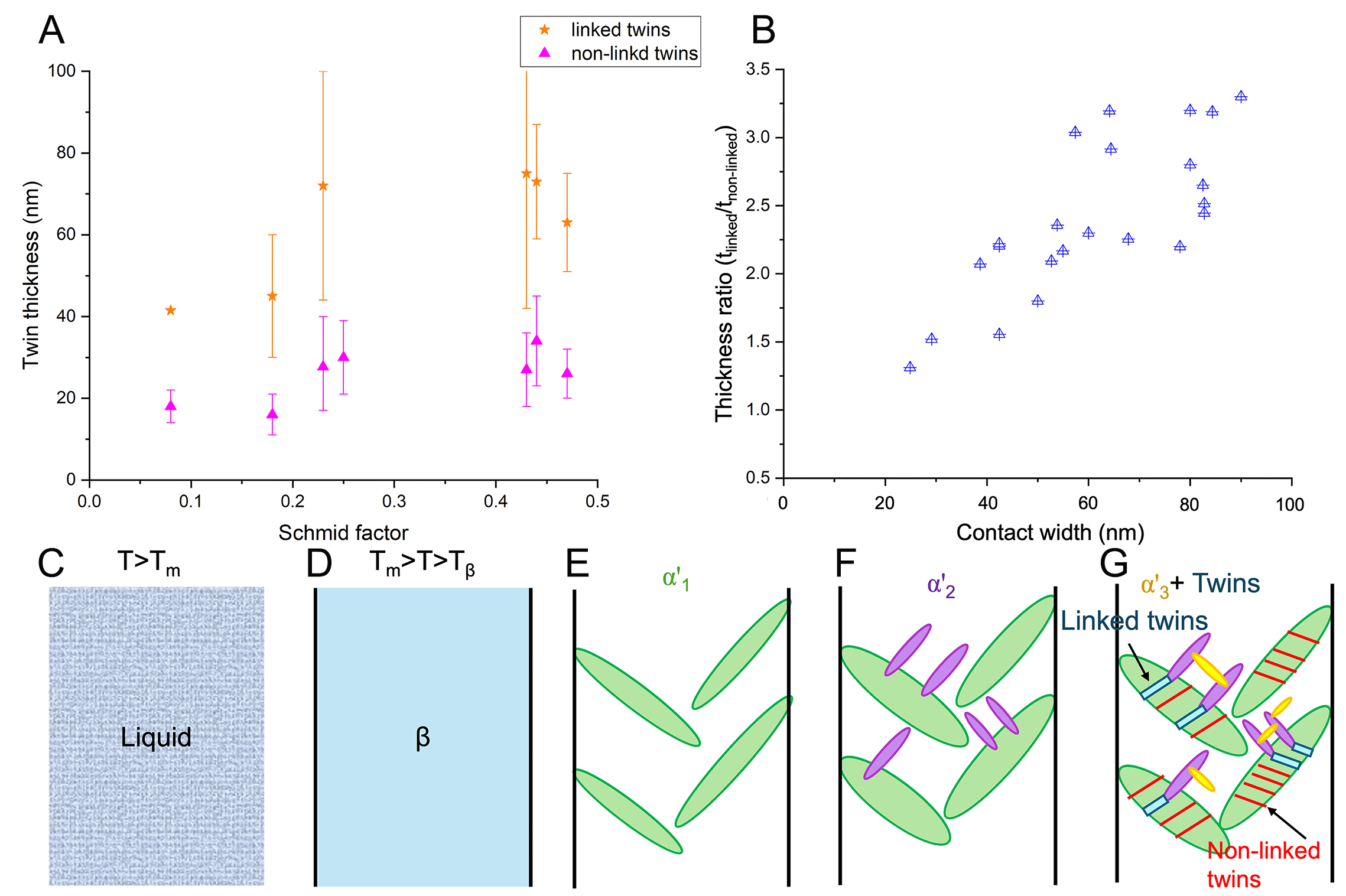
Figure 6. (A) Twin thickness distributions as a function of Schmid factor. (B) Thickness ratio between linked twins and non-linked twins as a function of the contact width of fine martensitic plates. (C-G) The formation sequence of hierarchical martensite and deformation twins. The color code is: coarse martensitic plates (green), fine martensitic plates (purple and yellow), non-linked twins (red), and linked twins (blue).
Figure 6C-G illustrate the microstructural evolution. During the martensitic phase transformation, fine martensitic plates exhibit a higher growth rate than their coarse counterparts due to reduced transformation strain and improved strain accommodation[22]. Consequently, fine martensitic plates can form and grow into coarse martensitic plates during rapid cooling. After that, thermal stress induces local plastic deformation inside the martensite, triggering the nucleation and growth of both linked twins and non-linked twins.
To explore whether the observed linked twins are a universal feature in Ti alloys fabricated by additive manufacturing, a set of samples produced using L-DED was prepared. Figure 7A presents a typical TKD IPF map from a bottom layer. The average length and width of these platelets are 8.8 ± 3.1 µm and
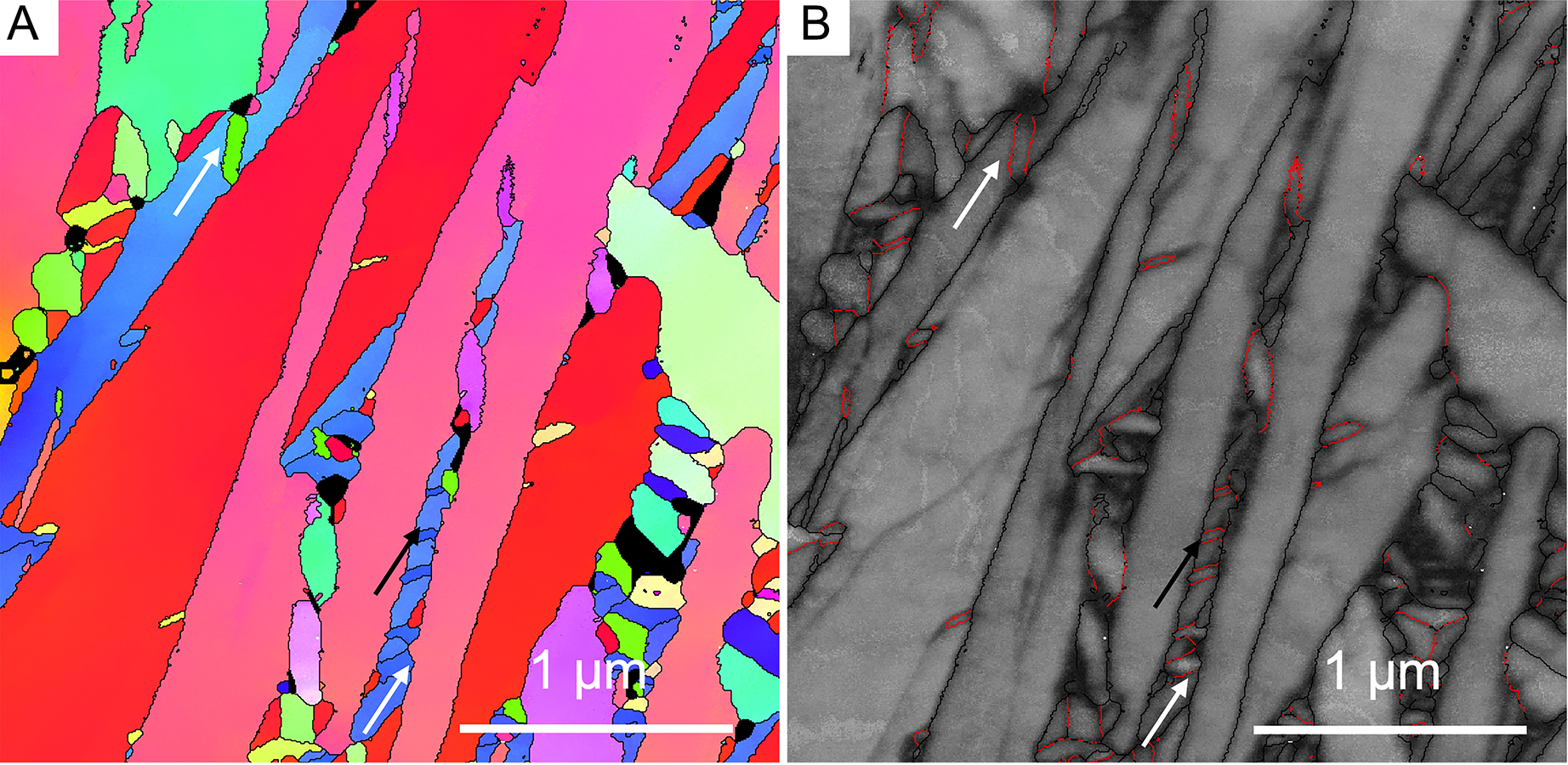
Figure 7. A typical microstructure in a bottom layer of the L-DED Ti-6Al-4V sample. (A) TKD IPF map showing a hierarchical martensitic structure. (B) GB map showing the distribution of GB types. The colour codes for marking different types of GBs are the same as in
Uniaxial tensile tests were performed on the bulk samples, as shown in Figure 8A. The L-PBF Ti-6Al-4V sample demonstrates a relatively higher yield strength of 1,140 ± 5 MPa, and an ultimate tensile strength of 1,220 ± 9 MPa compared with 1,084 ± 34 MPa and 1,161 ± 22 MPa, respectively, for the L-DED samples. Notably, the L-PBF sample also shows a greater tensile ductility and work hardening capacity [Figure 8B], with an elongation to fracture of approximately 10.2% ± 0.8%, compared with a ~7.4% ± 0.2% for the L-DED sample. Many factors contribute to the mechanical strength and ductility of Ti alloys, including α lath thickness, dislocation density, twin density, inter-variant boundary character, and the volume fraction of each phase. In the present study, both samples consist of a fully α′ microstructure with a comparable population of inter-variant boundaries. Coarsening of α′ laths is generally reported to promote tensile ductility by increasing the dislocation mean free path, enhancing strain accommodation capability, albeit at the expense of strength[42]. However, in contrast to this general trend, the L-PBF sample, despite exhibiting a finer α′ lath thickness (0.9 ± 0.4 µm) than the L-DED sample (1.4 ± 0.5 µm), demonstrates a simultaneous improvement in tensile strength and ductility. The global mechanical properties of materials are strongly influenced by the presence and characteristics of twin structures. A significantly higher twin density can be observed in the L-PBF sample [Figure 3] compared with the L-DED sample [Figure 7]. Similar to conventional GBs, TBs act as effective barriers to dislocation motion, thereby strengthening the material[43-45]. Additionally, unlike conventional GBs, coherent TBs can enhance dislocation storage capacity, which improves strain hardening and consequently increases ductility[43]. In HCP materials, as most slip events occur on the basal plane, the formation of twins can effectively accommodate deformation along the direction perpendicular to the basal plane. The reorientation of the local crystal lattice induced by twinning facilitates dislocation motion within twin lamellae, thereby contributing to strain accommodation[46]. Twin thickness is an important parameter in determining the extent to which TBs influence mechanical properties. A previous study reports an inverse Hall-Petch-type relationship when the twin thickness is refined below
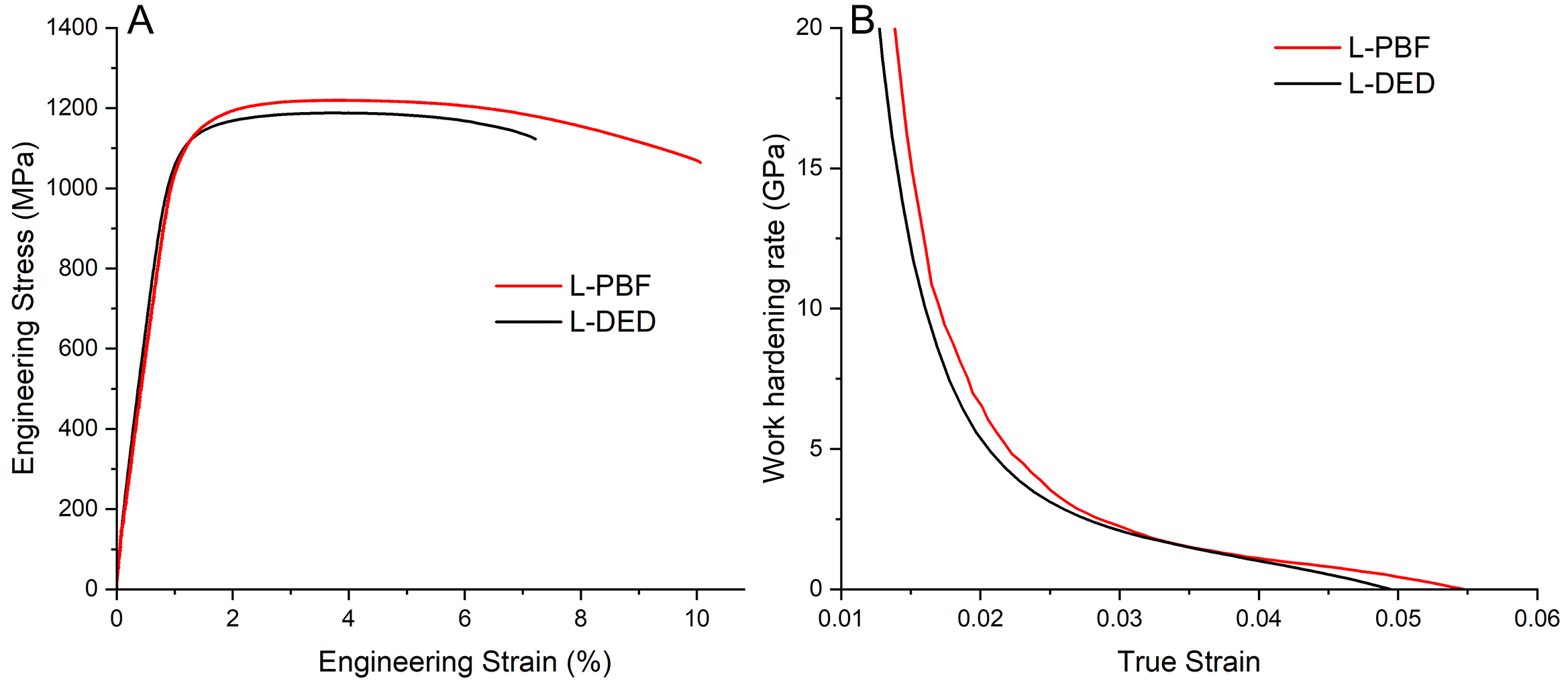
Figure 8. (A) Engineering tensile stress-strain curves of bulk samples fabricated by L-PBF and L-DED. (B) The corresponding work hardening rates.
CONCLUSIONS
The impact of hierarchical martensite formation on deformation twinning has been revealed in a fully martensitic Ti-6Al-4V fabricated by L-PBF. {10
DECLARATIONS
Acknowledgements
The authors are grateful for the scientific and technical support from Sydney Microscopy and Microanalysis.
Authors’ contributions
Conceived the study, supervision: Liao, X.; Ringer, S.
Performed the experiments, analyzed the results and wrote the manuscript: Wang, H.
Provided the materials: Xu, W.; Chao, Q.
Participated in the discussion and interpretation of the results: Wang, H.; Dan, X.; Chao, Q.; Haghdadi, N.; Chen, Z.; Primig, S.; Xu, W.; Ringer, S.; Liao, X.
Availability of data and materials
Other raw data that support the findings of this study are available from the corresponding author upon reasonable request.
AI and AI-assisted tools statement
Not applicable.
Financial support and sponsorship
Liao, X., Primig, S., Haghdadi, N. and Ringer, S. are supported by the Australian Research Council [DP230100183, DP250103207, DP230101063, DP200100940, and FT240100398]. Chao, Q. is supported by the Ministry of Science and Technology of China via the National Key Research & Development Plan (2023YFB3712200). Chen, Z. gratefully acknowledge the financial support from the PolyU Research and Innovation Office (Project code: CD9E and UARQ) and the Shenzhen Municipal Science and Technology Innovation Commission (Project code: ZGMH).
Conflicts of interest
Liao, X. is an Executive Editor of journal Microstructures, Chen, Z. is a Junior Executive Editor of journal Microstructures, Haghdadi, N. is an Associate Editor of of journal Microstructures. They are not involved in any steps of editorial processing, notably including reviewer selection, manuscript handling, or decision making, while the other authors have declared that they have no conflicts of interest.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Copyright
© The Author(s) 2026.
REFERENCES
1. Herzog, D.; Seyda, V.; Wycisk, E.; Emmelmann, C. Additive manufacturing of metals. Acta Mater. 2016, 117, 371-92.
2. Elambasseril, J.; Song, T.; Mendis, S.; et al. Effect of powder characteristics on layer density, defects, and tensile properties of Ti-6Al-4V via laser powder bed fusion: establishing benchmark parameters for quality. Prog. Addit. Manuf. 2025, 10, 7449-70.
3. Wang, Y. M.; Voisin, T.; McKeown, J. T.; et al. Additively manufactured hierarchical stainless steels with high strength and ductility. Nat. Mater. 2018, 17, 63-71.
4. Liu, L.; Ding, Q.; Zhong, Y.; et al. Dislocation network in additive manufactured steel breaks strength-ductility trade-off. Mater. Today 2018, 21, 354-61.
5. Tan, Q.; Chang, H.; Liang, G.; et al. High performance plain carbon steels obtained through 3D-printing. Nat. Commun. 2024, 15, 10077.
6. Ren, J.; Zhang, Y.; Zhao, D.; et al. Strong yet ductile nanolamellar high-entropy alloys by additive manufacturing. Nature 2022, 608, 62-8.
7. Zhu, T.; Chen, W. Mechanical behaviour of additively manufactured metals. Nat. Mater. 2026, 25, 373-85.
8. Qian, M.; Xu, W.; Brandt, M.; Tang, H. Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bull. 2016, 41, 775-84.
9. Medvedev, A.; Brudler, S.; Piegert, S.; et al. A novel metric for design of microstructure and mechanical properties in PBF-LB/M Ti6Al4V alloy. J. Mater. Process. Technol. 2025, 344, 119031.
10. Xu, W.; Brandt, M.; Sun, S.; et al. Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater. 2015, 85, 74-84.
11. Xu, W.; Lui, E.; Pateras, A.; Qian, M.; Brandt, M. In situ tailoring microstructure in additively manufactured Ti-6Al-4V for superior mechanical performance. Acta Mater. 2017, 125, 390-400.
12. Zhang, J.; Liu, Y.; Bayat, M.; et al. Achieving high ductility in a selectively laser melted commercial pure-titanium via in-situ grain refinement. Scr. Mater. 2021, 191, 155-60.
13. Liu, Y.; Zhang, J.; Tan, Q.; Yin, Y.; Li, M.; Zhang, M. Mechanical performance of simple cubic architected titanium alloys fabricated via selective laser melting. Opt. Laser Technol. 2021, 134, 106649.
14. Zhang, J.; Liu, Y.; Sha, G.; et al. Designing against phase and property heterogeneities in additively manufactured titanium alloys. Nat. Commun. 2022, 13, 4660.
15. Pan, D.; Li, S.; Liu, L.; et al. Enhanced strength and ductility of nano-TiBw-reinforced titanium matrix composites fabricated by electron beam powder bed fusion using Ti6Al4V-TiBw composite powder. Addit. Manuf. 2022, 50, 102519.
16. Kumar, S.; Vijayan, S. R.; Nandwana, P.; Poplawsky, J. D.; Yan, C.; Babu, S. S. Role of thermo-mechanical gyrations on the α/β interface stability in a Ti6Al4V AM alloy. Scr. Mater. 2021, 204, 114134.
17. Shao, Z.; Wu, B.; Li, P.; Ma, W.; Tan, H.; Li, H. Mechanism of corrosion protection in reinforced Ti-6Al-4V alloy by wire arc additive manufacturing using magnetic arc oscillation. Mater. Charact. 2023, 199, 112844.
18. Wu, B.; Shao, Z.; Shao, D.; et al. Enhanced corrosion performance in Ti-6Al-4V alloy produced via wire-arc directed energy deposition with magnetic arc oscillation. Addit. Manuf. 2023, 66, 103465.
19. Huang, D.; Dong, Y.; Chen, H.; Zhou, Y.; Zhang, M.; Yan, M. Effects of processing parameters on a β-solidifying TiAl alloy fabricated by laser-based additive manufacturing. Microstructures 2022, 2, 2022019.
20. Yang, J.; Yu, H.; Yin, J.; Gao, M.; Wang, Z.; Zeng, X. Formation and control of martensite in Ti-6Al-4V alloy produced by selective laser melting. Mater. Des. 2016, 108, 308-18.
21. Chen, M.; Simonelli, M.; Van, Petegem. S.; et al. A quantitative study of thermal cycling along the build direction of Ti-6Al-4V produced by laser powder bed fusion. Mater. Des. 2023, 225, 111458.
22. Nishiyama, Z. 1 - Introduction to martensite and martensitic transformation. Martensitic Transformation. Elsevier; 1978. pp. 1-13.
23. Porter, D. A.; Easterling, K. E.; Sherif, M. Y. Phase transformations in metals and alloys, 4th ed. Boca Raton: CRC Press; 2021.
24. Qu, S.; Ding, J.; Fu, J.; Fu, M.; Zhang, B.; Song, X. High-precision laser powder bed fusion processing of pure copper. Addit. Manuf. 2021, 48, 102417.
25. Liu, Y.; Ren, J.; Guan, S.; et al. Microstructure and mechanical behavior of additively manufactured CoCrFeMnNi high-entropy alloys: Laser directed energy deposition versus powder bed fusion. Acta Mater. 2023, 250, 118884.
26. Li, Y. F.; Chen, C.; Ranabhat, J.; Shen, Y. F. Formation mechanism and mechanical properties of surface nanocrystallized Ti-6Al-4V alloy processed by surface mechanical attrition treatment. Rare Metals 2017, 42, 1343-52.
27. Chao, Y.; Liu, Y.; Xu, Z.; et al. Improving superficial microstructure and properties of the laser-processed ultrathin kerf in Ti-6Al-4V alloy by water-jet guiding. J. Mater. Sci. Technol. 2023, 156, 32-53.
28. Lu, F.; Ma, Q.; Liu, E.; et al. Advancements in understanding the microstructure and properties of additive manufacturing Ti-6Al-4V alloy: a comprehensive review. J. Alloys Compd. 2025, 1027, 180543.
29. Randle, V.; Rohrer, G.; Hu, Y. Five-parameter grain boundary analysis of a titanium alloy before and after low-temperature annealing. Scr. Mater. 2008, 58, 183-6.
30. Burgers, W. On the process of transition of the cubic-body-centered modification into the hexagonal-close-packed modification of zirconium. Physica 1934, 1, 561-86.
31. Farabi, E.; Hodgson, P. D.; Rohrer, G. S.; Beladi, H. Five-parameter intervariant boundary characterization of martensite in commercially pure titanium. Acta Mater. 2018, 154, 147-60.
32. Guo, Y.; Britton, T.; Wilkinson, A. Slip band-grain boundary interactions in commercial-purity titanium. Acta Mater. 2014, 76, 1-12.
33. Wang, H.; Chao, Q.; Yang, L.; et al. Introducing transformation twins in titanium alloys: an evolution of α-variants during additive manufacturing. Mater. Res. Lett. 2020, 9, 119-26.
34. Agnew, S.; Capolungo, L.; Calhoun, C. Connections between the basal I1 “growth” fault and <c+a? Acta Mater. 2015, 82, 255-65.
35. Clausen, B.; Tomé, C.; Brown, D.; Agnew, S. Reorientation and stress relaxation due to twinning: modeling and experimental characterization for Mg. Acta Mater. 2008, 56, 2456-68.
36. Beyerlein, I.; Mccabe, R.; Tomé, C. Effect of microstructure on the nucleation of deformation twins in polycrystalline high-purity magnesium: a multi-scale modeling study. J. Mech. Phys. Solids 2011, 59, 988-1003.
37. Li, Y.; Dai, L.; Cao, Y.; Zhao, Y.; Zhu, Y. Grain size effect on deformation twin thickness in a nanocrystalline metal with low stacking-fault energy. J. Mater. Res. 2019, 34, 2398-405.
38. Lloyd, J. T. A dislocation-based model for twin growth within and across grains. Proc. Math. Phys. Eng. Sci. 2018, 474, 20170709.
40. Li, K.; Liu, X.; Liu, Y.; et al. Strengthening layer with nano-twins in titanium alloy induced by laser surface re-melting: mechanism of high strength and ductility. Mater. Charact. 2023, 196, 112632.
41. Zhang, T.; Huang, Z.; Yang, T.; et al. In situ design of advanced titanium alloy with concentration modulations by additive manufacturing. Science 2021, 374, 478-82.
42. Vrancken, B.; Thijs, L.; Kruth, J.; Van, Humbeeck. J. Heat treatment of Ti6Al4V produced by Selective Laser Melting: microstructure and mechanical properties. J. Alloys Compd. 2012, 541, 177-85.
43. Lu, L.; Chen, X.; Huang, X.; Lu, K. Revealing the maximum strength in nanotwinned copper. Science 2009, 323, 607-10.
44. Lu, L.; Shen, Y.; Chen, X.; Qian, L.; Lu, K. Ultrahigh strength and high electrical conductivity in copper. Science 2004, 304, 422-6.
45. Lu, K.; Lu, L.; Suresh, S. Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 2009, 324, 349-52.
46. Wen, T.; Liu, A.; Wang, R.; et al. Modelling of dislocations, twins and crack-tips in HCP and BCC Ti. Int. J. Plast. 2023, 166, 103644.
47. Zhang, Z.; Sheng, H.; Wang, Z.; et al. Dislocation mechanisms and 3D twin architectures generate exceptional strength-ductility-toughness combination in CrCoNi medium-entropy alloy. Nat. Commun. 2017, 8, 14390.
48. Wang, H.; Xu, D.; Yang, R. Atomic modelling of crack initiation on twin boundaries in α-titanium under external tensile loading along various orientations. Philos. Mag. Lett. 2014, 94, 779-85.
49. Zhao, S.; Zhang, R.; Yu, Q.; Ell, J.; Ritchie, R. O.; Minor, A. M. Cryoforged nanotwinned titanium with ultrahigh strength and ductility. Science 2021, 373, 1363-8.
50. Lin, X.; Han, W. Achieving strength-ductility synergy in zirconium via ultra-dense twin-twin networks. Acta Mater. 2024, 269, 119825.
51. Huang, S.; Zhao, Q.; Zhao, Y.; et al. Toughening effects of Mo and Nb addition on impact toughness and crack resistance of titanium alloys. J. Mater. Sci. Technol. 2021, 79, 147-64.
52. Vilaro, T.; Colin, C.; Bartout, J. D. As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metall. Mater. Trans. A 2011, 42, 3190-9.
53. Su, J.; Ji, X.; Liu, J.; et al. Revealing the decomposition mechanisms of dislocations and metastable α' phase and their effects on mechanical properties in a Ti-6Al-4V alloy. J. Mater. Sci. Technol. 2022, 107, 136-48.
Cite This Article
How to Cite
Download Citation
Export Citation File:
Type of Import
Tips on Downloading Citation
Citation Manager File Format
Type of Import
Direct Import: When the Direct Import option is selected (the default state), a dialogue box will give you the option to Save or Open the downloaded citation data. Choosing Open will either launch your citation manager or give you a choice of applications with which to use the metadata. The Save option saves the file locally for later use.
Indirect Import: When the Indirect Import option is selected, the metadata is displayed and may be copied and pasted as needed.
About This Article
Copyright

Data & Comments
Data
0












Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.