



Research progress on fabrication, processing, and mechanical properties of heterostructured nanocarbon/Al composites: a review
 0
0 Abstract
Nanocarbon materials, especially carbon nanotubes and graphene, have become preferred reinforcements for advanced aluminum (Al) matrix composites due to their excellent physical and mechanical properties. However, the strength-ductility trade-off in nanocarbon/Al composites remains a major obstacle to their engineering applications. Recent research has shown that heterogeneous design, aimed at promoting uniform strain distribution, enables nanocarbon/Al composites to maintain high strength while significantly improving their ductility. This work reviews recent research advances in heterostructured nanocarbon/Al composites, focusing on their fabrication, mechanical properties, fatigue damage behaviors, and hot processing characteristics. By addressing the critical scientific issues spanning from fabrication to service performance, this review aims to provide a theoretical foundation for developing high-performance heterostructured nanocarbon/Al composites and hasten their engineering applications.
Keywords
INTRODUCTION
With the transformation and upgrading of modern industries, the performance requirements for materials have become increasingly stringent, making traditional single-phase alloys inadequate to meet these demands. By adding ceramic particles and other reinforcements into a metal matrix to form metal matrix composites (MMCs), the advantages of both materials can be integrated[1,2]. Among these materials, particle-reinforced aluminum (Al) matrix composites (PRAMCs) have been widely applied in critical fields due to their low density, high strength, excellent wear resistance, and low coefficient of thermal expansion (CTE)[3-5]. However, it is necessary to incorporate a high-volume fraction (above 15 vol%) of ceramic particles to achieve desired strength[6]. This leads to dislocation pile-ups and strain localization at the two-phase interface, thereby inducing interface debonding, crack initiation, and ultimately poor ductility of PRAMCs[7]. Moreover, the addition of high-hardness particles significantly deteriorates their machinability and accelerates tool wear[8]. These challenges have become the primary bottleneck hindering the further development and application of PRAMCs.
Nanocarbon materials, especially carbon nanotubes (CNTs) and graphene (GR), have been regarded as ideal reinforcements for Al matrix composites since their discovery. This is due to their strength, elastic modulus, and thermal conductivity, which far exceed those of the Al matrix and traditional ceramic reinforcements[9-13]. Research has demonstrated that homogeneous dispersion of 3 vol% nanocarbon in pure Al results in a 65.7% improvement in ultimate tensile strength (UTS) and a 28.9% increase in elastic modulus[14]. These performance improvements originate from the grain refinement strengthening and load transfer mechanism induced by nanocarbon. Furthermore, nanocarbon possesses inherent flexibility, which mitigates severe tool wear during machining[15]. Compared with PRAMCs, nanocarbon-reinforced Al matrix (nanocarbon/Al) composites exhibit significantly improved strength and machinability.
Achieving uniform dispersion of nanocarbon within the Al matrix is essential for fabricating high-performance nanocarbon/Al composites[16-18]. Researchers have developed various dispersion methods, such as molecular-level mixing[19], in-situ synthesis[20], friction stir processing (FSP)[21-24], and high-energy ball milling (HEBM)[25-30]. Among these, HEBM stands out due to its simplicity and high production efficiency, making it a key technology for achieving large-scale production. Studies confirm that this method enables uniform dispersion of 4.5 vol% nanocarbon within the Al matrix[31].
On the basis of uniform nanocarbon dispersion, effective load transfer between the nanocarbon and the Al matrix depends critically on their interfacial bonding condition[32-34]. Early research primarily focused on optimizing interfacial bonding by precisely controlling sintering temperatures to suppress excessive reactions between Al and nanocarbon[35-37]. Recently, incorporating beneficial elements to modify interfacial properties has emerged as an effective strategy for enhancing bonding strength[38]. For instance, Liu et al.[39] achieved enhanced bonding by adding Ti to CNT/Al composites, resulting in the formation of TiC at the interface between the nanocarbon and the Al matrix. Results demonstrated that introducing 2 wt% Ti increased UTS by approximately 33%.
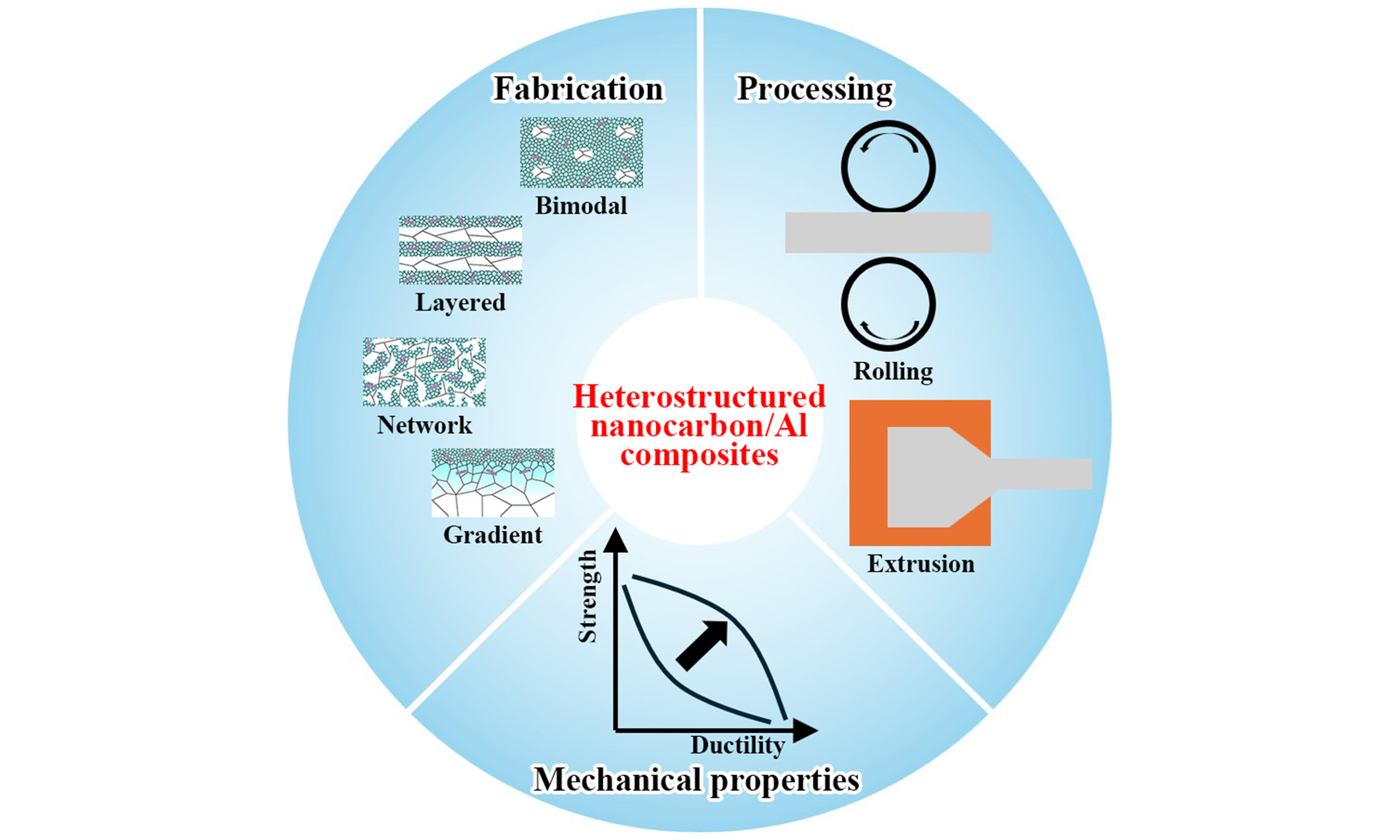
Although achieving uniform nanocarbon dispersion and stronger interfacial bonding has significantly increased the strength of nanocarbon/Al composites, their ductility remains poor. This is because the pinning effect of nanocarbon materials at grain boundaries refines the matrix grain size to the nanoscale, significantly reducing its dislocation storage capacity[40-42]. Therefore, to achieve a strength-ductility balance in nanocarbon/Al composites, it is essential to regulate the matrix microstructure to enhance its dislocation storage capacity[43]. In recent years, inspired by natural biomaterials such as nacre and bamboo, some scholars have engineered heterostructures in MMCs[44-48]. By regulating reinforcements or matrix grain size, they have achieved an ordered distribution of alternating soft and hard zones, aiming to overcome the inherent strength-ductility trade-off limitation in uniform MMCs. In nanocarbon/Al composites, researchers have developed various heterostructures including bi/trimodal[49-56], layered[57-61], network[62-64], and gradient[65-68] structures, which significantly improve the strength-ductility synergy of these composites [Figure 1].
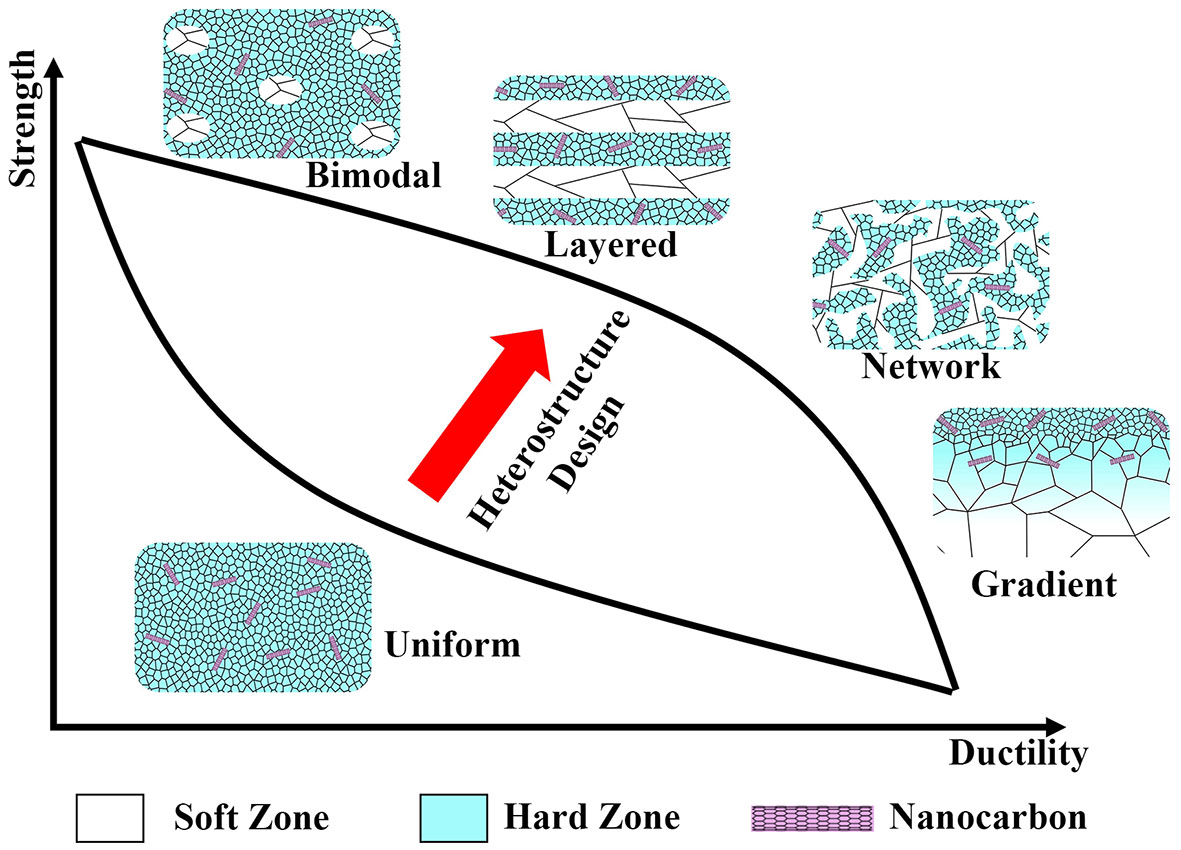
Figure 1. Schematic illustration of the strength-ductility synergy in heterostructures.
This review summarizes recent advancements in heterostructured nanocarbon/Al composites. Firstly, typical heterostructures and fundamental strengthening-toughening mechanisms are elucidated. Subsequently, critical issues hindering their engineering applications are reviewed, with a particular focus on challenges in fatigue damage behaviors and hot processing. Finally, future development for heterostructured nanocarbon/Al composites is discussed.
TYPICAL HETEROSTRUCTURES AND THEIR FABRICATION TECHNIQUES
The design and fabrication of heterostructures in nanocarbon/Al composites represent a promising strategy to overcome the strength-ductility trade-off by leveraging the rational arrangement of nanocarbon and matrix microstructures. These heterostructures are designed according to the principle of combining "soft" zones (with lower nanocarbon content or coarser grains) and "hard" zones (with higher nanocarbon content or finer grains) in a controlled manner. This design enables the simultaneous exploitation of high strength from the hard zones and excellent ductility from the soft zones, while heterogeneous interfaces modulate dislocation behavior, crack propagation, and stress distribution[69]. Over the past decade, researchers have developed various heterostructures with unique microstructural characteristics, fabrication methods, and performance advantages. The following sections elaborate on typical heterostructures, including bi/trimodal, layered, network, and gradient structures, focusing on their structural features and key fabrication techniques.
Bi/trimodal structure
The bimodal structure, a relatively well-established heterostructure, features coarse-grained soft zones uniformly dispersed within and surrounded by ultrafine-grained hard zones[70]. This unique structure enables synergistic deformation between the soft and hard zones, significantly enhancing ductility. During deformation, the substantial grain size difference promotes a rational stress-strain distribution: the ultrafine-grained hard zones primarily bear the load and suppress excessive local plastic deformation, while the coarse-grained soft zones accommodate greater plastic strain to coordinate deformation. This cooperation effectively alleviates stress concentration, thereby delaying crack initiation and propagation and ultimately enhancing ductility.
The key to bimodal structure design lies in regulating the grain size difference between soft and hard zones. Excessive differences may induce stress concentration at heterogeneous interfaces, increasing the risk of cracking[71]. To overcome this limitation, the trimodal structure has been proposed. Building upon the bimodal structure, this approach introduces a transitional fine-grained zone with an intermediate grain size between those of the soft and hard zones. This fine-grained zone effectively mitigates the strain gradient across heterogeneous interfaces, alleviates stress concentration, and promotes more uniform strain distribution. Fu et al.[72], using a CNT/Al-Cu-Mg composite as the research object, constructed a trimodal composite and compared it with its bimodal counterpart. They found that compared to the bimodal composite, the trimodal composite increased UTS by 5.2% and elongation (El) by 34.1%, thereby validating its role in optimizing the performance of such composites.
Both bimodal and trimodal structures can be fabricated via powder metallurgy (PM). For the bimodal structure, the fabrication process [Figure 2] starts with HEBM to achieve homogeneous dispersion of nanocarbon within the Al matrix, resulting in ultrafine-grained composite powders. These powders are then blended with coarse-grained Al matrix powders in predetermined ratios. Finally, the mixed powders are consolidated through sintering and subsequent hot extrusion to obtain dense bimodal composites. The trimodal structure builds upon the bimodal approach by incorporating an intermediate transitional zone. Compared to the production of conventional homogeneous composites, fabricating both bimodal and trimodal structures requires the additional step of blending different microstructural components. This results in a simple production process that is suitable for engineering-scale production.
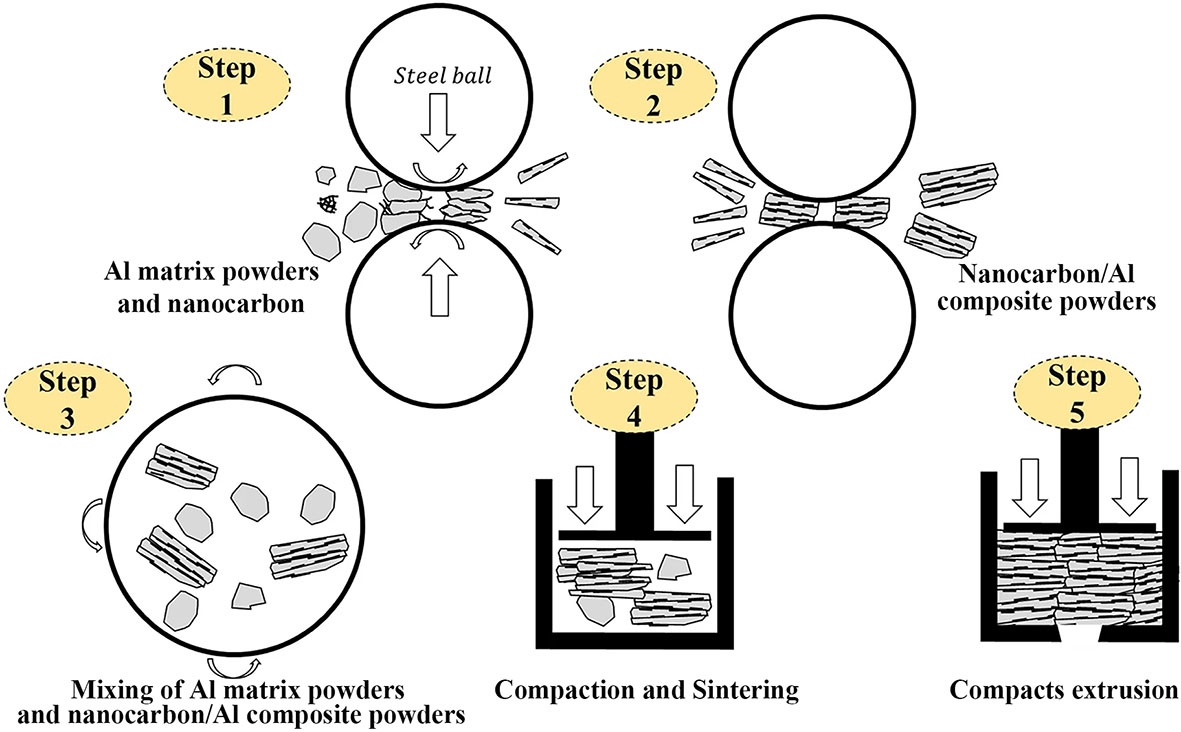
Figure 2. Schematic diagram of the fabrication process for the bimodal structure[73].
Layered structure
The layered structure represents another significant heterostructure in nanocarbon/Al composites. Characterized by alternating stacks of soft and hard layers, this structure features soft layers with a substantially larger specific surface area than the dispersed soft zones in the bimodal structure[74]. When cracks propagate, this extensive interfacial area enables soft layers to interact with cracks over a broader range. Owing to their exceptional ductility, these layers dissipate crack energy, while the large specific surface area provides additional sites to alleviate stress concentration at crack tips[75]. Consequently, this mechanism directly inhibits further crack propagation.
However, fabricating the micron-layered structure remains relatively laborious. Common techniques such as accumulative roll bonding (ARB) and PM combined with multi-pass hot processing typically require complex layer-by-layer assembly. The ARB process uses intense shear deformation to achieve strong interfacial bonding between nanocarbon and the Al matrix, while ensuring their uniform dispersion within
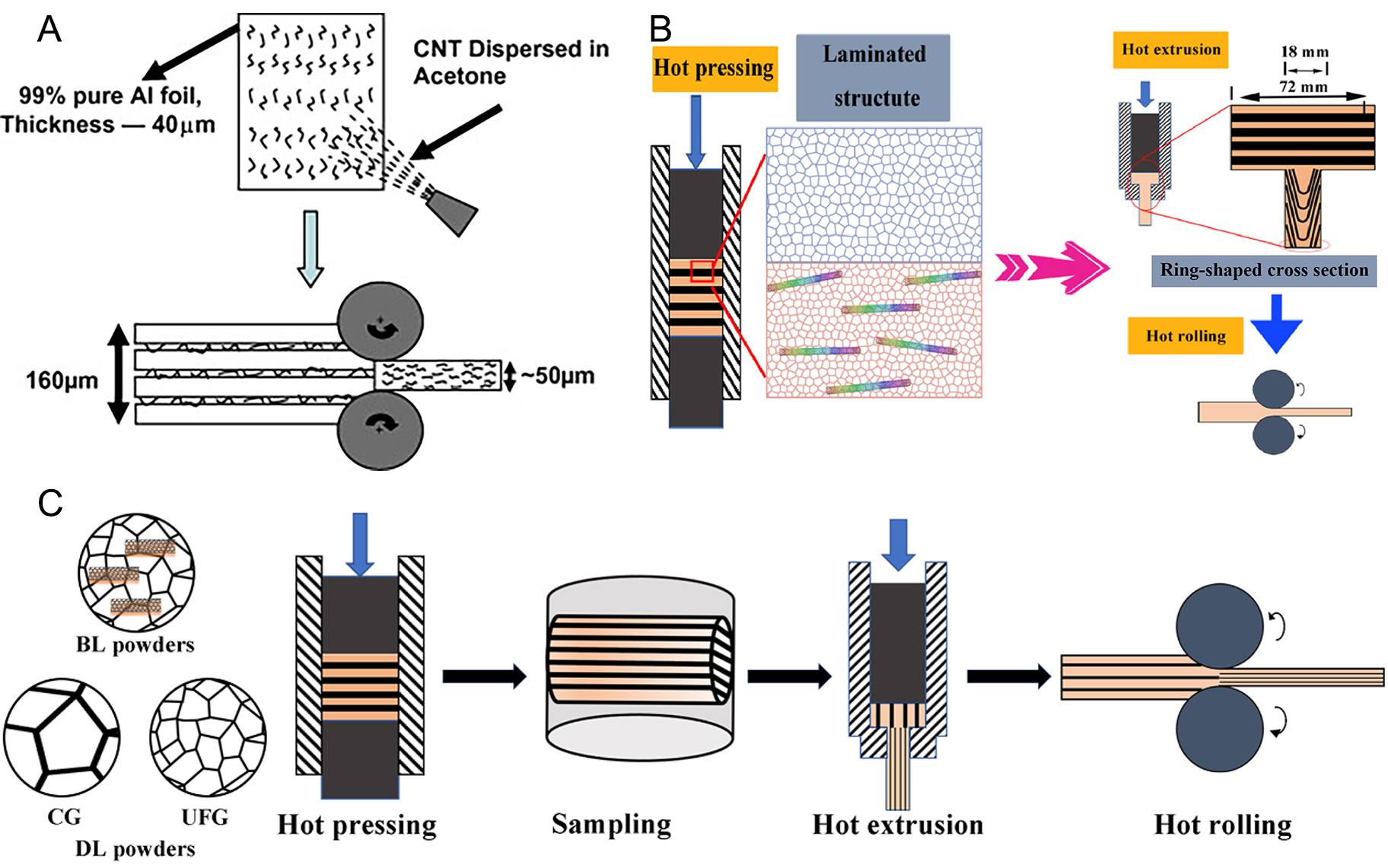
To overcome this limitation, the nano-layered structure has emerged as an ideal alternative. Reducing the layer thickness to the nanoscale achieves a synergistic improvement in both strength and ductility, while retaining the large specific surface area advantage inherent in the soft layers of the micron-layered structure[60]. Jiang et al.[59] developed a process [Figure 4] where spherical Al powder is first transformed into nanoscale Al flakes via ball milling and polyvinyl alcohol modification. These flakes are subsequently mixed with an ultrasonically dispersed solution of hydroxylated CNTs. Finally, the bulk composite is fabricated by sintering followed by hot extrusion. The resulting microstructure exhibits a nacre-like morphology, consisting of alternating Al layers (~400 nm thick) and CNT layers (~50 nm thick). Unlike the micron-layered structure, which requires complex layer-by-layer assembly, the nanolayered structure forms its alternating layers through self-assembly and consolidation of flake powders during preparation. This enhances its adaptability to continuous production lines, significantly improves production efficiency, and makes it highly suitable for large-scale industrial production.

Figure 4. Schematic diagram of the fabrication process for the nano-layered structure[59].
Network structure
Significantly, in bi/trimodal and layered structures, heterogeneous interfaces exhibit directional characteristics, making them prone to debonding under external loading. In contrast, the network structure offers unique advantages. Here, heterogeneous interfaces continuously interconnect and extend throughout 3D space, forming a tortuous network that hinders continuous crack propagation[79,80]. This promotes improved stress distribution, reduces the probability of failure, and thus enhances ductility by optimizing the interactions between soft and hard zones. Currently, the typical network structures reported in the literature primarily fall into two categories: (1) Nanocarbon forming a continuous network distributed along the grain boundaries of the Al matrix; (2) Coarse-grained soft zones forming a quasi-continuous network distributed in the matrix.
Research on network nanocarbon/Al composites remains relatively limited, likely due to the complexity of their fabrication methods. A common fabrication technique involves a process combining chemical vapor deposition (CVD) with PM [Figure 5]. Lin et al.[62] utilized plasma-enhanced CVD to coat Al powders with a nanocarbon layer. Subsequently, these coated powders underwent HEBM, hot pressing (HP), and hot extrusion. During HP stage, the nanocarbon layers on the surfaces of the Al powders are interconnected, forming a 3D continuous network structure. The innovation of this process lies in the utilization of the inherent amorphous Al2O3 on the Al powder surface as nucleation sites for nanocarbon deposition, effectively enhancing the interfacial bonding between the nanocarbon layer and the Al powder. Similarly,
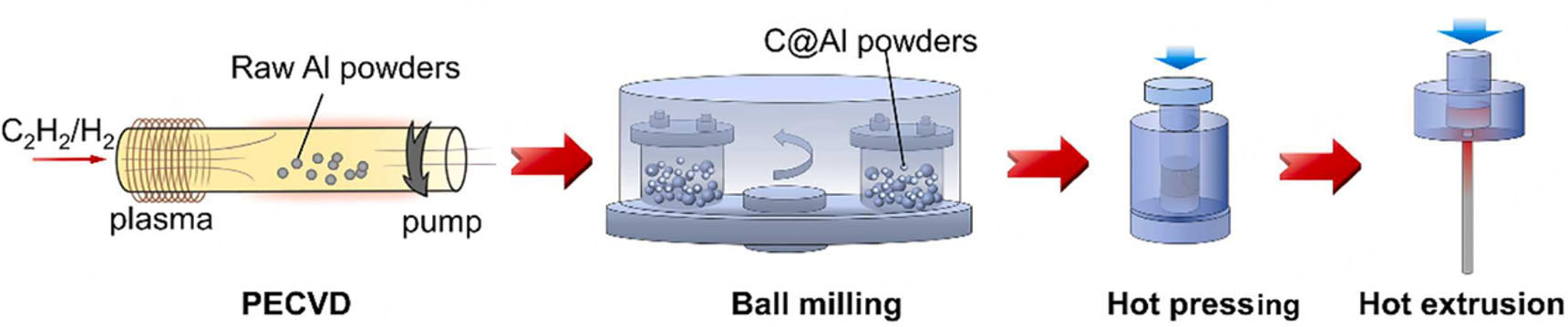
Figure 5. Schematic diagram of the fabrication process for the nanocarbon network[62].
The formation of the quasi-continuous coarse-grained soft zone network can be achieved through PM and hot deformation. Wan et al.[63] first fabricated a homogeneous nanocarbon/Al composite using HEBM combined with PM. During subsequent hot extrusion, residual nanocarbon agglomerates promote dynamic recrystallization (DRX) within the Al matrix [Figure 6]. The fine grains generated by DRX segment the initial matrix, forming a quasi-continuous coarse-grained soft zone network. This study confirms that nanocarbon can effectively stimulate DRX in the Al matrix. However, significant challenges persist, including difficulties in precisely controlling the nanocarbon agglomerates and the network structure, along with a narrow processing window. Overall, while the network structure shows great potential for enhancing performance, its development and application remain constrained by challenges in microstructural control. As a result, the network structure composite is currently largely confined to laboratory-scale research and remains far from achieving large-scale production.
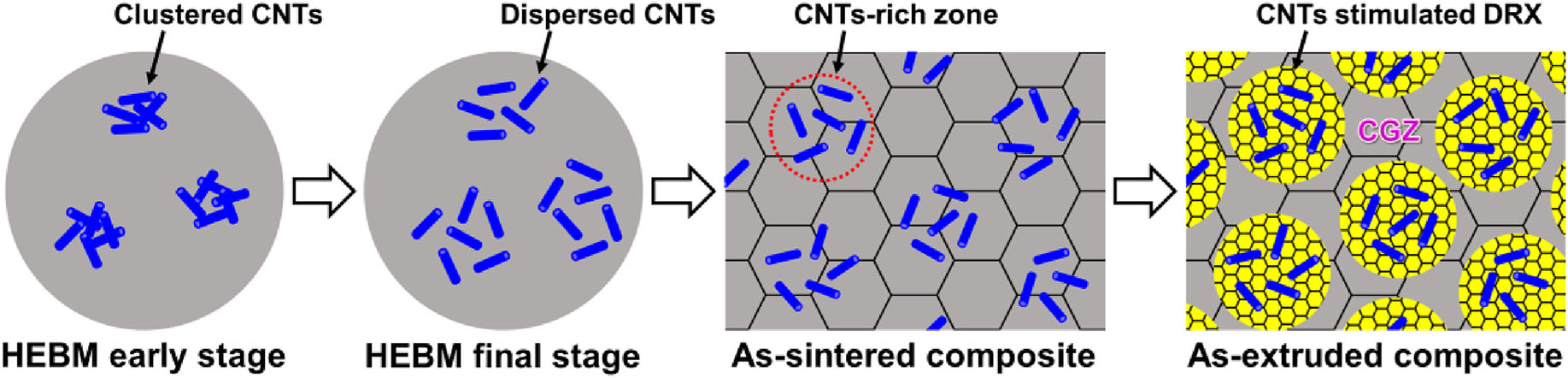
Figure 6. Formation mechanism of the quasi-continuous coarse-grained soft zone network[63].
Gradient structure
Unlike previous heterostructures with alternating soft and hard zones, the gradient structure is characterized by continuous macroscopic gradients in microstructural features extending from the surface to the interior.
The development of gradient metals draws inspiration from the regulation of grain size gradients[83]. Their ductility improvement mechanisms primarily involve two aspects. On one hand, the gradient distribution of grain sizes enables a gradual variation in mechanical properties from the surface to the interior, avoiding abrupt mechanical property changes that could induce stress concentration[84]. Under external loading, stress is transferred and dissipated progressively through the gradient structure, thereby reducing the risk of crack initiation[85,86]. On the other hand, the gradient structure enables the surface to have high strength for resisting wear and deformation, while the interior maintains excellent ductility to mitigate stress concentration, achieving superior strength-ductility synergy[87]. For nanocarbon/Al composites, tailoring the nanocarbon content offers a pathway to achieve dual gradients in both grain size and composition, further expanding the design space and potential of gradient MMCs.
Given the unique nature of the gradient structure, manufacturing complex-shaped components remains challenging. To address this, some researchers have employed novel processes to fabricate plate-like and ring-shaped gradient nanocarbon/Al composites. Sharma et al.[65] utilized the single-pass FSP technique to fabricate a plate-like gradient GR/Al composite [Figure 7]. The core process of preparing gradient composites involves pre-machining a stepped groove with a wider top and narrower bottom on an Al substrate, filling it with GR, and achieving a gradient dispersion of GR through a single FSP pass. Notably, tool rotational speed plays a crucial role in determining material performance within this method[88]. Insufficient speed hinders the uniform distribution of GR, while excessive speed generates excessive heat input. This promotes detrimental interfacial reactions between Al and GR, compromising structural integrity of GR. Only an optimized rotational speed enables the achievement of a high-quality, uniform GR dispersion. Compared to other methods for producing gradient materials, this approach offers a relatively simpler fabrication process. However, the resulting gradient morphology is primarily constrained by the initial groove design, limiting the process flexibility of this method.
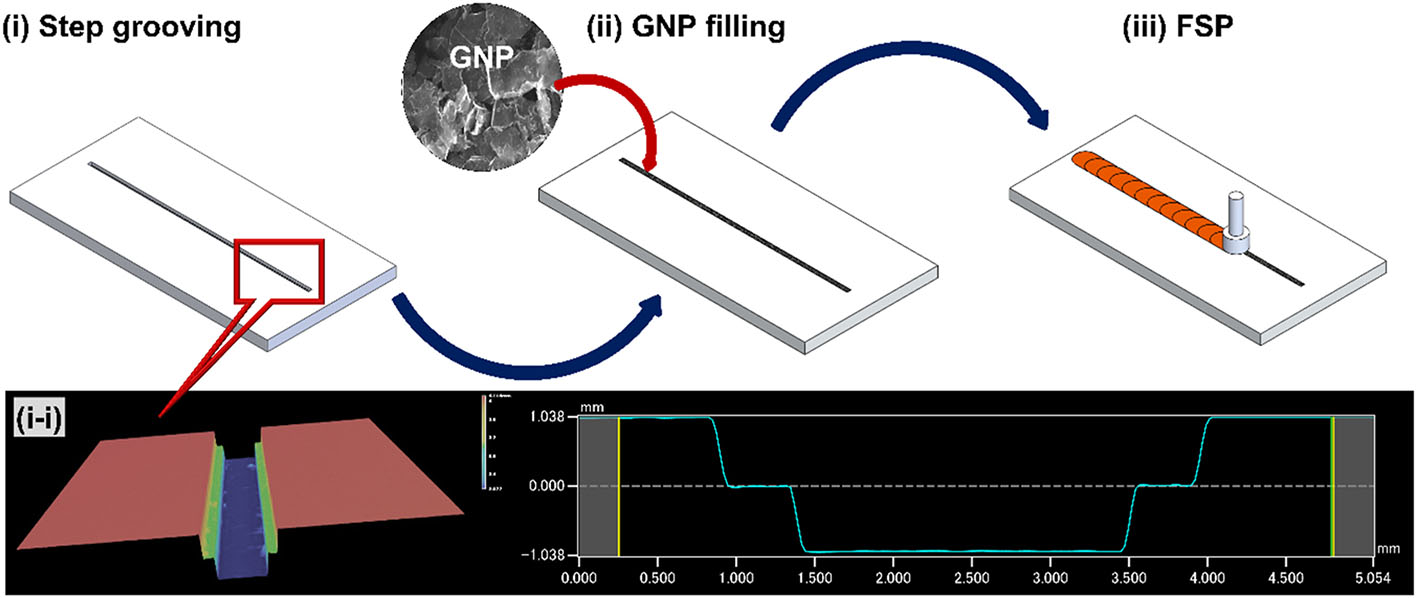
Figure 7. Schematic diagram of the fabrication process for gradient GR/Al composite[65].
Carvalho et al.[68] utilized a deposition system to fabricate a ring-shaped gradient CNT/Al-Si composite. The system was equipped with two independently controlled powder feeders, one containing Al-Si powder and the other containing 2 wt% CNT/Al-Si composite powder. Continuous variation of CNT content was achieved by precisely controlling the powder feeding rates. The resulting deposit was subsequently densified via HP. This process enables smooth and continuous gradient changes in nanocarbon composition, effectively suppressing stress concentrations caused by abrupt compositional shifts. However, the complexity of the equipment and the challenges associated with process control also restrict its large-scale engineering application. In contrast, the gradient structures formed through the FSP process are heavily reliant on material flow behavior. This dependence makes them highly sensitive to fluctuations in process parameters, often resulting in structural discontinuity.
MECHANICAL BEHAVIOR OF HETEROSTRUCTURED NANOCARBON/AL COMPOSITES
Table 1 summarizes the mechanical properties of reported heterostructured nanocarbon/Al composites. To evaluate the enhancement effect of different heterostructures on toughness, the percentage increase in the product of UTS and El relative to corresponding homogeneous composites (Δσε) is adopted as the evaluation metric. This indicator can be calculated using
Mechanical properties of nanocarbon/Al composites with different heterostructures
| Type | Matrix | Nanocarbon and its content | Soft zone characteristic | Processing state | Yield strength/MPa | UTS/MPa | El/% | Δσε/% | Ref. |
| Uniform | 2009Al | CNT, 3 vol% | - | Extruded | 703 ± 7 | 756 ± 11 | 2 ± 0.5 | - | [89] |
| Bimodal | Narrow, 33 vol% | 599 ± 9 | 700 ± 7 | 3 ± 0.5 | 38.8 | ||||
| Narrow, 25 vol% | 610 ± 8 | 748 ± 10 | 4.5 ± 0.5 | 122.6 | |||||
| Narrow, 20 vol% | 605 ± 9 | 690 ± 8 | 3 ± 0.5 | 36.9 | |||||
| Wide, 25 vol% | 620 ± 6 | 714 ± 5 | 3 ± 0.5 | 41.6 | |||||
| Ultra narrow, 25 vol% | 618 ± 7 | 715 ± 8 | 2.5 ± 0.5 | 18.2 | |||||
| Uniform | Al | GR, 0.5 wt% | - | Rolled | 186 ± 2.3 | 260 ± 3 | 5.6 ± 2.4 | - | [55] |
| Bimodal | 10 wt% | 181 ± 2.9 | 236 ± 4.3 | 6.4 ± 1.5 | 3.7 | ||||
| 20 wt% | 175 ± 4.3 | 225 ± 3.2 | 7.9 ± 2.5 | 22.1 | |||||
| 30 wt% | 169 ± 1.6 | 220 ± 1.5 | 11.4 ± 1.2 | 72.3 | |||||
| 40 wt% | 155 ± 3.9 | 213 ± 3.1 | 11.9 ± 4.1 | 74.1 | |||||
| 50 wt% | 147 ± 6.5 | 194 ± 5.6 | 12.1 ± 4 | 61.2 | |||||
| Uniform | Al-Cu-Mg alloy | CNT, 1.5 wt% | - | Extruded | 586 ± 2 | 632 ± 7 | 3.0 ± 0.3 | - | [54] |
| Bimodal | - | 559 ± 4 | 652 ± 7 | 4.1 ± 0.1 | 40.9 | ||||
| Trimodal | - | 560 ± 3 | 686 ± 12 | 5.5 ± 0.4 | 98.9 | ||||
| Uniform | 2009Al | CNT, 2 vol% | - | Combination of extrusion and rolling | 624 ± 8 | 700 ± 5 | 3.7 ± 1.0 | - | [57] |
| Micron-layered | Grain size 1 μm, 33 vol% | 554 ± 5 | 660 ± 4 | 4.8 ± 0.3 | 22.3 | ||||
| Grain size 300 nm, 33 vol% | 628 ± 3 | 720 ± 6 | 4.8 ± 0.2 | 33.4 | |||||
| Uniform | 2009Al | CNT, 2 vol% | - | Combination of extrusion and rolling | 613 ± 8 | 687 ± 5 | 3.7 ± 1.0 | - | [58] |
| Micron-layered | 33 vol% | 623 ± 8 | 707 ± 16 | 4.2 ± 0.9 | 16.8 | ||||
| 50 vol% | 624 ± 8 | 709 ± 3 | 4.5 ± 0.8 | 25.5 | |||||
| Uniform | Pure Al | CNT | - | Extruded | - | 330 | 6 | - | [59] |
| Nano-layered | - | - | 375 | 12 | 127.2 | ||||
| Network | Pure Al | CNT, 7.5 vol% | - | Extruded | - | 549 | 11.2 | - | [63] |
| Network | Pure Al | Nanocarbon, 3.42 wt% | - | Extruded | 285 ± 4 | 363 ± 3 | - | - | [62] |
| Network | Pure Al | GR, 0.5 vol% | - | Rolled | 203 ± 3 | 230 ± 2 | 17.5 ± 1 | - | [82] |
| GR, 1 vol% | - | 237 ± 2 | 266 ± 5 | 19.1 ± 2 | - | ||||
| GR, 1.5 vol% | - | 255 ± 6 | 279 ± 3 | 13.2 ± 2 | - | ||||
| Network | Pure Al | GR, 0.5 vol% | - | Sintered | 70 ± 5 | 223 ± 9 | 9.6 ± 2.4 | - | [81] |
| GR, 1.5 vol% | - | 205 ± 6 | 315 ± 7 | 7.3 ± 2.3 | - | ||||
| GR, 2.5 vol% | - | 225 ± 8 | 318 ± 4 | 4.5 ± 1.6 | - | ||||
| Uniform | Al-Si alloy | CNT, 2 wt% | - | Sintered | 192 | 209 | 7 | - | [68] |
| Gradient | - | 172 | 192 | 9 | 18.1 |
where a higher value indicates better toughening effects. UTShet and UTSuni represent the UTS of the heterostructured and homogeneous nanocarbon/Al composites, respectively; Elhet and Eluni represent the El of the heterostructured and homogeneous nanocarbon/Al composites, respectively.
Data analysis indicates that bimodal, trimodal, and nano-layered structures exhibit significantly superior toughening effects. This superior performance is likely due to the relatively mature development of multimodal and nano-layered structures. Their microstructural characteristics have been fully optimized. In contrast, micron-layered and gradient structures exhibit less dominance in toughening enhancement. While the micron-layered structure features large interfaces to mitigate stress concentration, its optimal structural characteristics have not yet been fully explored and understood, which limits the full realization of its toughening potential. Although designed theoretically to alleviate stress concentration, the gradient structure prioritizes functional compatibility over maximizing ultimate mechanical performance, resulting in relatively lower toughening effects compared to multimodal and nano-layered structures. The following sections will discuss the strengthening-toughening mechanisms in heterostructured nanocarbon/Al composites, as well as the relationship between heterostructures and mechanical properties.
Strengthening-toughening mechanisms
In heterostructured nanocarbon/Al composites, the microstructure characteristics of the reinforcement distribution and the matrix grain size lead to special deformation mechanisms, which can be divided into three stages[90]: In the first stage, both soft and hard zones undergo simultaneous elastic deformation, similar to that of homogeneous composites. In the second stage, soft zones yield preferentially and undergo plastic deformation, while hard zones persist in elastic deformation[91]. This mechanical mismatch induces pronounced plastic strain gradients near the heterogeneous interfaces, triggering substantial proliferation and accumulation of geometrically necessary dislocations (GNDs)[92]. Consequently, back stresses are formed within soft zones, whereas forward stresses are generated within hard zones, and the coupling effect of these stresses manifests as macroscopic heterogeneous-deformation-induced (HDI) strengthening[93] [Figure 8]. In the third stage, both soft and hard zones undergo plastic deformation. With progressive strain accumulation, the escalating deformation mismatch at heterogeneous interfaces induces a higher density of GNDs, consequently enhancing HDI strengthening. Ultimately, the strength of heterostructured nanocarbon/Al composites surpasses the rule-of-mixtures prediction.
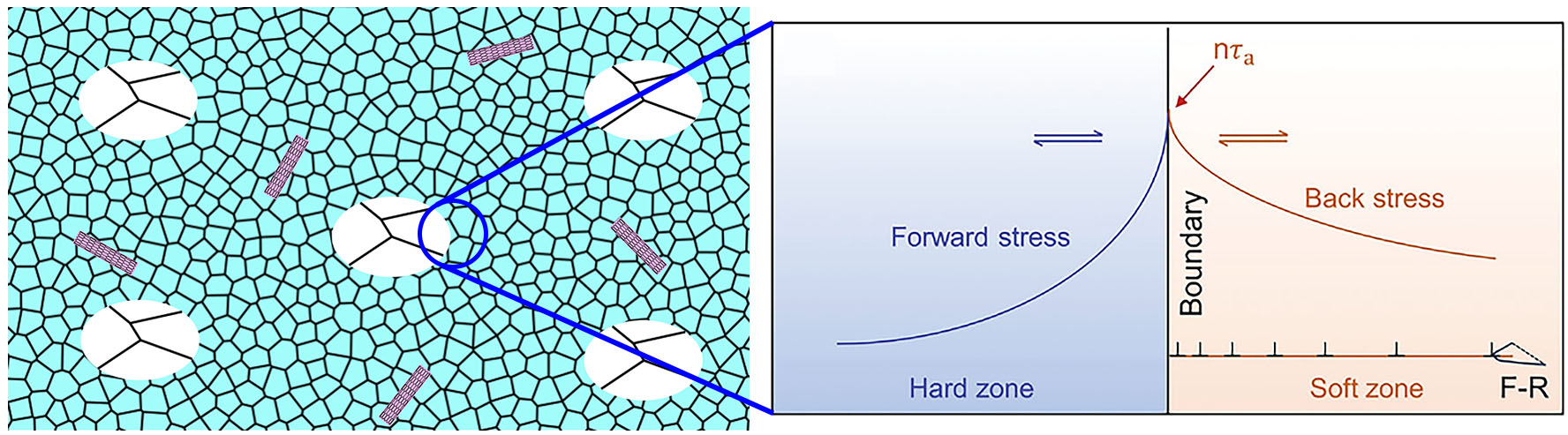
Figure 8. Illustration of back stress formation in soft zone and forward stress formation in hard zone[94].
The loading-unloading-reloading (LUR) tensile test is an essential method for investigating the evolution of back stress[95,96]. Figure 9A presents the LUR test results for uniform pure Al and two bimodal pure Al materials with different coarse grain structures - specifically, bimodal sample 2 contains larger coarse grains than bimodal sample 1. Compared to uniform pure Al, both bimodal materials exhibit significantly larger hysteresis loop areas [Figure 9B], indicating a more pronounced Bauschinger effect[97]. Furthermore, in all three materials, the back stress increases continuously with plastic strain [Figure 9C]. However, throughout the deformation process, the magnitude of back stress in both bimodal materials consistently exceeds that observed in the uniform pure Al. These findings demonstrate that back stress plays a more significant role in the strengthening and work hardening mechanisms of heterostructured materials.
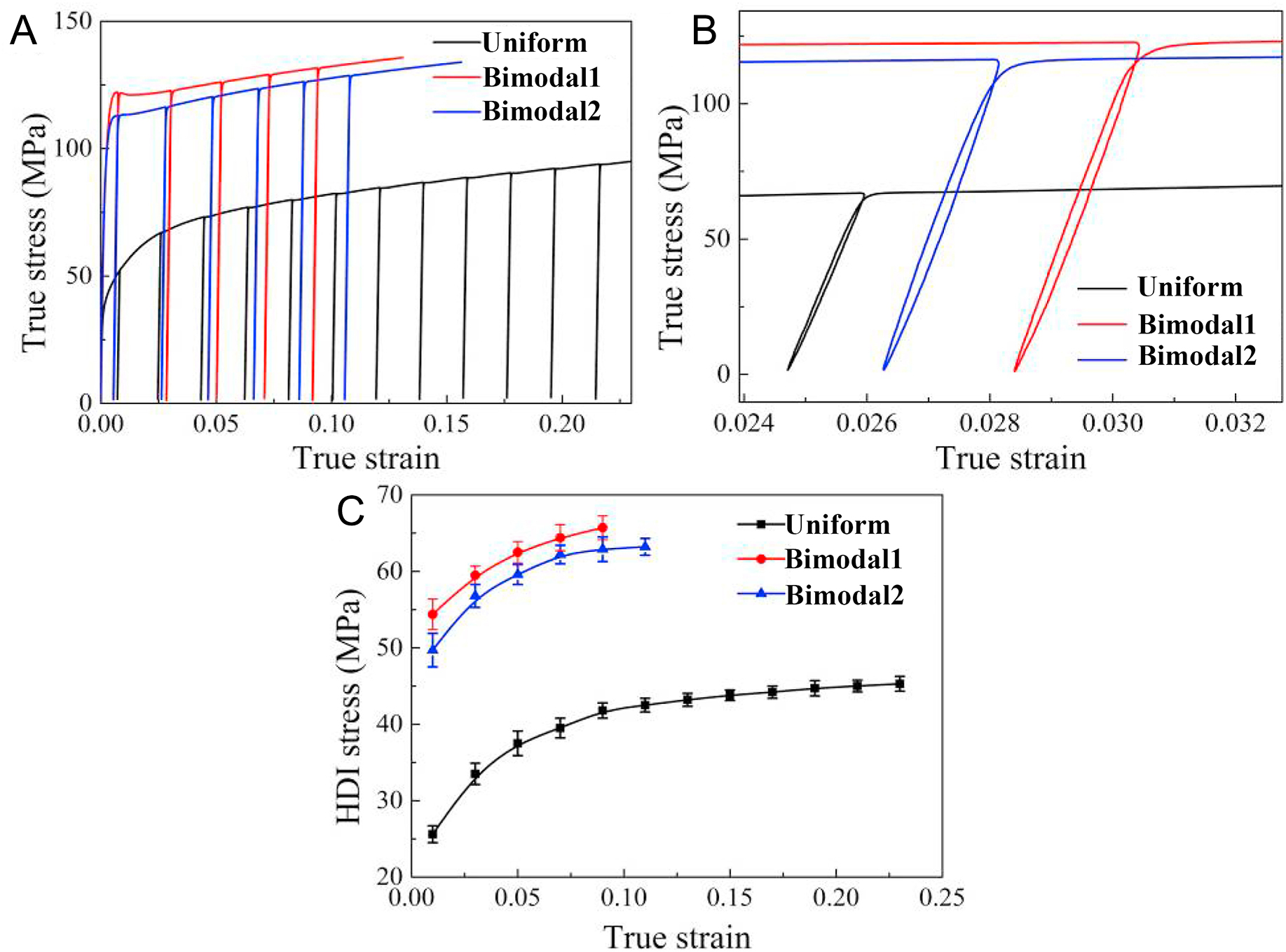
Figure 9. (A) Loading-unloading-reloading true stress-strain curves of uniform and bimodal pure Al, (B) the locally enlarged image in (A) shows the hysteresis loops, (C) variations of back stress as a function of true strain[96].
Regarding the ductility enhancement mechanism, Liu et al.[89] investigated the strain distribution of a heterostructured nanocarbon/Al composite during in-situ tensile testing using digital image correlation (DIC), as shown in Figure 10. For the homogeneous composite, significant strain concentration develops during the initial deformation stage. As strain increases, the size of these concentration zones expands, ultimately leading to rapid crack initiation. In contrast, soft zones in the heterostructured nanocarbon/Al composite accommodate the majority of strain. This mechanism significantly reduces strain concentration in hard zones, thereby diminishing the size of their strain concentration zones. As deformation progresses, the coordinated deformation capability of the heterostructured nanocarbon/Al composite facilitates a remarkably uniform strain distribution, which effectively suppresses crack initiation.
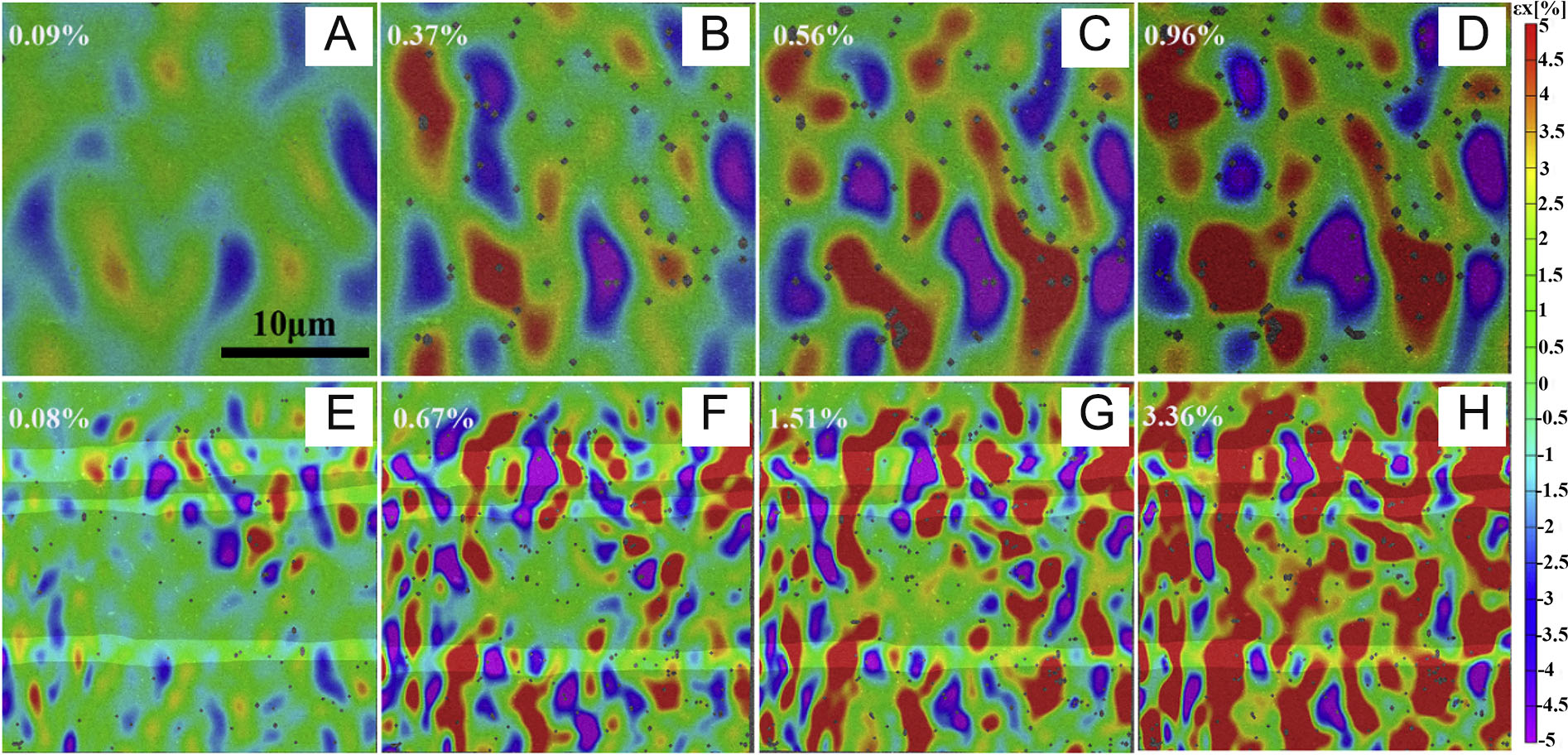
Figure 10. Longitudinal strain distributions (parallel to the tensile direction) under varying strain levels: (A-D) homogeneous composite, (E-H) heterostructured composite[89].
Furthermore, heterostructures can also blunt crack propagation. Liu et al.[89] conducted finite element simulations to compare pre-cracked homogeneous and heterostructured nanocarbon/Al composites under identical tensile strain conditions [Figure 11A-C]. The results demonstrate that the homogeneous composite exhibits significant stress concentration at the crack tip [Figure 11C]. In contrast, soft zones in the heterostructured nanocarbon/Al composite effectively alleviate stress concentration at the crack tip [Figure 11B]. An optical microscope image of the heterostructured nanocarbon/Al composite under 3% tensile strain [Figure 11D] reveals that cracks nucleating in hard zones are blunted as the crack propagates into soft zones, further confirming the crack-tip blunting effect of soft zones.
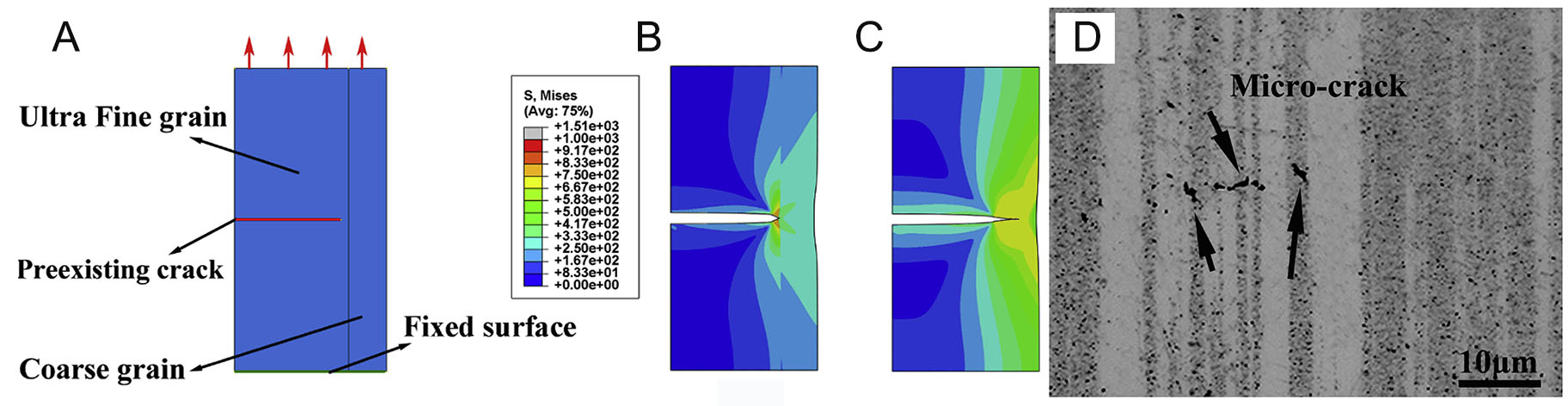
Figure 11. Heterostructure-induced crack-blunting effect: (A) finite element simulation model of crack development in heterostructured composite, (B) local stress distribution in heterostructured composite, (C) local stress distribution in homogeneous composite, (D) micro-crack initiation within heterostructured composite[89].
In summary, heterostructured nanocarbon/Al composites achieve remarkable strength-ductility synergy through heterostructure-induced multi-level deformation coordination mechanisms. This enhancement originates from synergistic effects including HDI strengthening, HDI hardening, strain distribution homogenization, and crack-tip blunting.
Relationship between heterostructures and mechanical properties
Beyond the differences in toughening effects among distinct heterostructures, it is worth noting that variations in specific heterostructural parameters can significantly impact the toughening effects within a given heterostructure type[98,99]. Furthermore, for bimodal, trimodal, or nano-layered structures, fine-tuning key parameters controlling the distribution and characteristics of soft and hard zones can substantially alter toughening effects. The influence of typical heterostructural parameters on toughening effects is discussed below.
(1) Soft zone content
In heterostructured nanocarbon/Al composites, soft zone content directly influences their strain hardening rate and ductility, as it governs the deformation accommodation capacity. Liu et al.[89] identified soft zone content as a critical parameter affecting ductility in the bimodal structure. Their study reveals that to achieve a toughening effect, soft zone content must exceed a specific critical threshold. Below this value, soft zones cannot effectively accommodate deformation and may even reduce ductility. Based on elastoplastic fracture mechanics, the critical content of soft zones (Vcritical) can be calculated using
where σCG is the strength of soft zones, σ0 is the stress imposed on the material.
However, excessively high soft zone content is also detrimental, as surplus soft zones reduce the proportion of high-strength hard zones, compromising the overall load-bearing capacity of the composite[100]. Fu et al.[100] fabricated bimodal CNT/Al-Mg composites with soft zone contents of 25 wt% and 50 wt%. Tensile tests reveal that the specimen containing 25 wt% soft zones exhibits the superior strain hardening rate. Combined with compressive stress relaxation experiments, the analysis indicates that this phenomenon originates from both a significant increase in effective stress during plastic deformation and the synergistic effects of multiple dislocation-mediated mechanisms.
(2) Soft zone size
The size of soft zones is another critical parameter determining the mechanical properties of heterostructured nanocarbon/Al composites[71]. When the soft zone content is fixed, the size directly influences crack blunting through two key mechanisms. Firstly, it determines the spacing between adjacent soft zones. Excessively large sizes increase this spacing, preventing soft zones from effectively blunting propagating cracks. Secondly, it governs the inherent crack blunting capacity of the soft zones themselves. Excessively small sizes restrict deformation space within soft zones, thereby weakening their ability to blunt cracks.
Tan et al.[101] investigated the influence mechanism of soft zone width on the ductility of trimodal CNT/Al composites through in-situ tensile tests [Figure 12]. An increase in soft zone width leads to an increase in inter-soft-zone spacing. This promotes the premature formation of macrocracks in hard zones before the crack blunting effect of soft zones can be activated, thus reducing ductility. Conversely, an excessively refined soft zone width compromises the inherent crack-blunting capacity of the soft zones, thereby diminishing ductility. Only a moderately sized soft zone can inhibit crack propagation, ultimately achieving peak ductility.
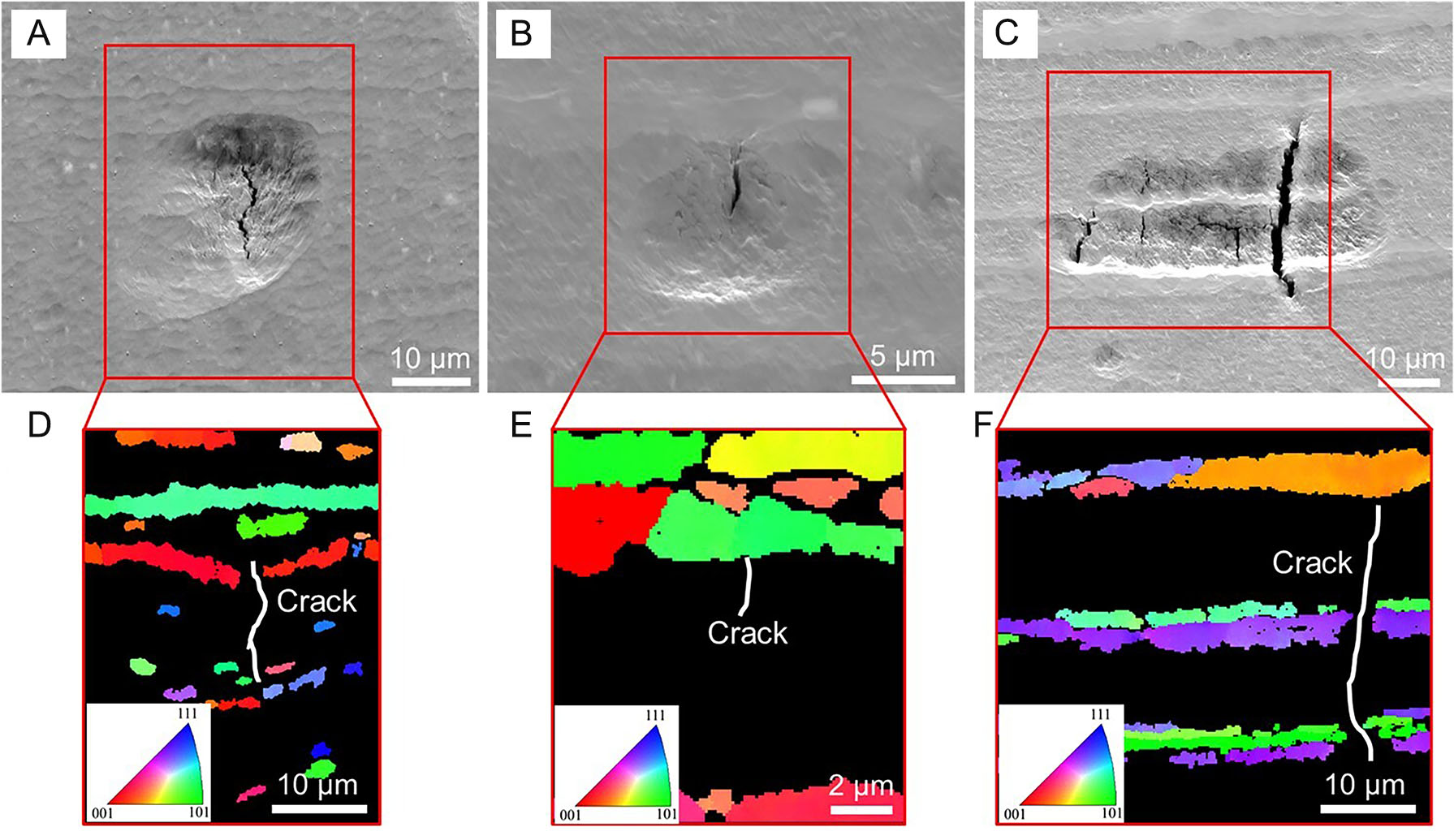
Figure 12. (A-C) Scanning electron microscope images and (D-F) inverse pole figures of cracks in trimodal CNT/2024Al composites at 3% tensile strain: (A and D) narrow coarse-grained soft zones, (B and E) medium coarse-grained soft zones, (C and F) wide coarse-grained soft zones[101].
Ma et al.[71] prepared bimodal CNT/2009Al composites with similar soft zone grain sizes but varying widths by controlling HEBM time. Experimental results show that the mechanical properties of the composite with a moderate soft zone width are optimal. Meanwhile, a model for determining the optimal width of soft zones (Rcritical) is established as
where VCG is the volume fraction of soft zones,
The above research has laid an important foundation for designing high-performance heterostructured nanocarbon/Al composites. However, current studies still exhibit significant limitations. First, the range of investigated heterostructural parameters remains relatively narrow, and insufficient attention has been given to the critical role of 3D spatial configurations in soft zones for regulating deformation coordination and damage evolution. Second, quantitative relationship between relative strength changes in soft/hard zones and the back stress strengthening effect remains underexplored. Finally, significant coupling exists among various heterostructural parameters regarding toughening effects. Synergistic optimization of these parameters to maximize both strength and ductility remains a key challenge requiring long-term research.
FATIGUE PROPERTIES OF HETEROSTRUCTURED NANOCARBON/AL COMPOSITES
Fatigue fracture is the primary cause of engineering component failure, accounting for approximately 80% of cases[102]. Classical fatigue damage theory indicates that microstructure inhomogeneity promotes the preferential initiation of fatigue cracks in soft zones, thereby reducing fatigue performance[103-105]. For heterostructured nanocarbon/Al composites, the presence of soft zones readily triggers early fatigue cracking, which is detrimental to achieving high fatigue strength. Therefore, the fatigue behavior of these composites is a critical indicator determining their potential for ultimate engineering applications. Current research on the mechanical properties of nanocarbon/Al composites mainly focuses on static tensile strength and ductility, while studies on their fatigue behavior remain relatively limited. In this context, this section reviews the limited existing research progress regarding the fatigue behavior of heterostructured nanocarbon/Al composites, aiming to provide theoretical reference for future development of their engineering applications.
Fatigue failure characteristics
In studies on the fatigue performance of heterostructured nanocarbon/Al composites, the combined effects of reinforcements and heterogeneous design must be comprehensively considered.
Regarding the reinforcements, existing reports have demonstrated that the incorporation of nanocarbon can significantly enhance their high-cycle fatigue (HCF) performance. For instance, Shin et al.[106] investigated the influence of varying CNT contents on the HCF behavior of the CNT/2024Al composite. The study reveals that the HCF strength of the composite improves markedly with increasing CNT content [Figure 13]. When the CNT content reaches 4 vol%, the fatigue strength reaches 550 MPa in the tension-compression fatigue test with a stress ratio of -0.5, representing a 2.75-fold improvement over the matrix alloy. The underlying mechanism for this improvement arises from two synergistic effects during fatigue damage. CNTs enhance energy dissipation through the pull-out mechanism while suppressing crack propagation via the bridging effect[106,107].
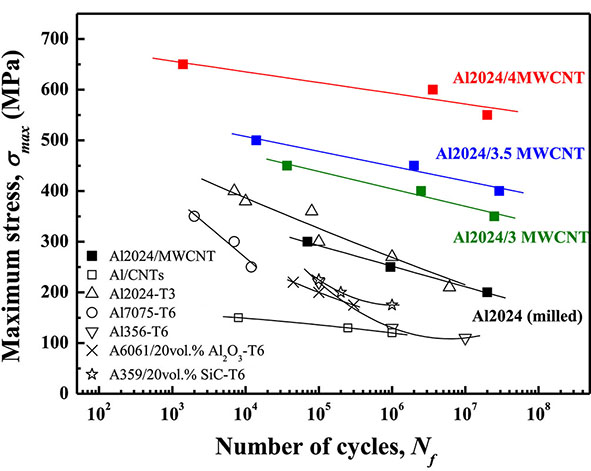
Figure 13. Stress versus cycle number curves of CNT/2024Al composites with different CNT contents[106].
For heterostructured materials, the microstructures with multi-scale grains exhibit differentiated mechanical responses under cyclic loading[108]. Ultrafine-grained regions demonstrate weak crack propagation resistance due to their low ductility, while coarse-grained regions effectively impede crack propagation owing to their superior plastic deformation capacity.
Currently, there is a lack of research on the fatigue characteristics of heterostructured nanocarbon/Al composites. Although existing studies have focused on their HCF performance, the results remain unsatisfactory. Bi et al.[108] conducted a comparative analysis of the HCF damage mechanisms in a bimodal
Notably, the study reveals distinct differences in fatigue crack propagation paths under different stress ratios, as shown in Figure 14. At a stress ratio of 0.1, cracks in soft zones show limited tendency to propagate into hard zones, whereas at a stress ratio of -1, cracks originating from soft zones readily extend into adjacent hard zones. Overall, the introduction of soft zones accelerates the fatigue crack nucleation process, which proves detrimental to HCF performance.
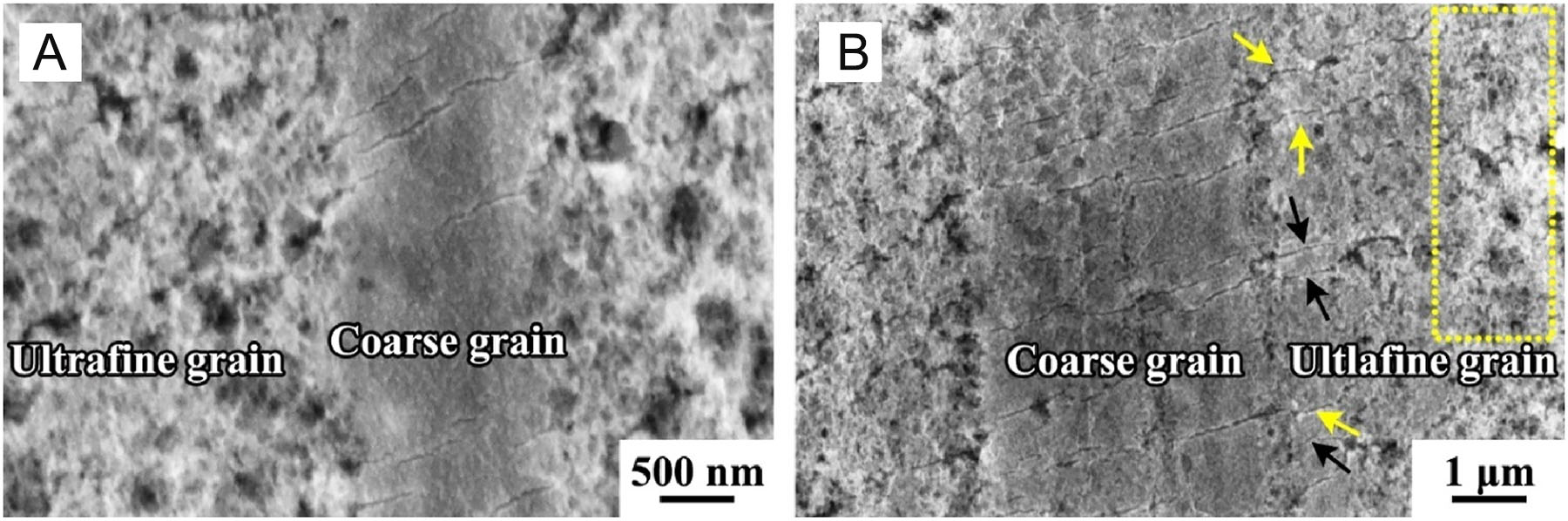
Figure 14. Fatigue fracture surface morphology of bimodal CNT/7055Al composite: (A) tension-tension fatigue, (B) tension-compression fatigue[108].
Fatigue-resistant microstructure design
Recent studies have demonstrated that precise control of grain size in heterostructures can effectively improve HCF performance[109]. For instance, Qian et al.[109] compared the HCF performance of bimodal and homogeneous nickel alloys. The results show that as the grain size of coarse-grained regions in the bimodal alloy exceeds 1 μm, its fatigue performance is inferior to that of the homogeneous alloy. However, reducing the grain size of coarse-grained regions to the submicron scale results in the bimodal alloy exhibiting superior fatigue performance. Similarly, in the study on the fatigue performance of gradient pure copper, Long et al.[110] discovered that further refining the surface-layer ultrafine grains into nanocrystalline grains led to a breakthrough in HCF performance. These findings collectively highlight the critical role of grain size regulation in balancing the strength-ductility synergy and HCF performance of heterostructured materials.
Based on the aforementioned findings, Ma et al.[111] controlled the grain size in soft zones of a bimodal
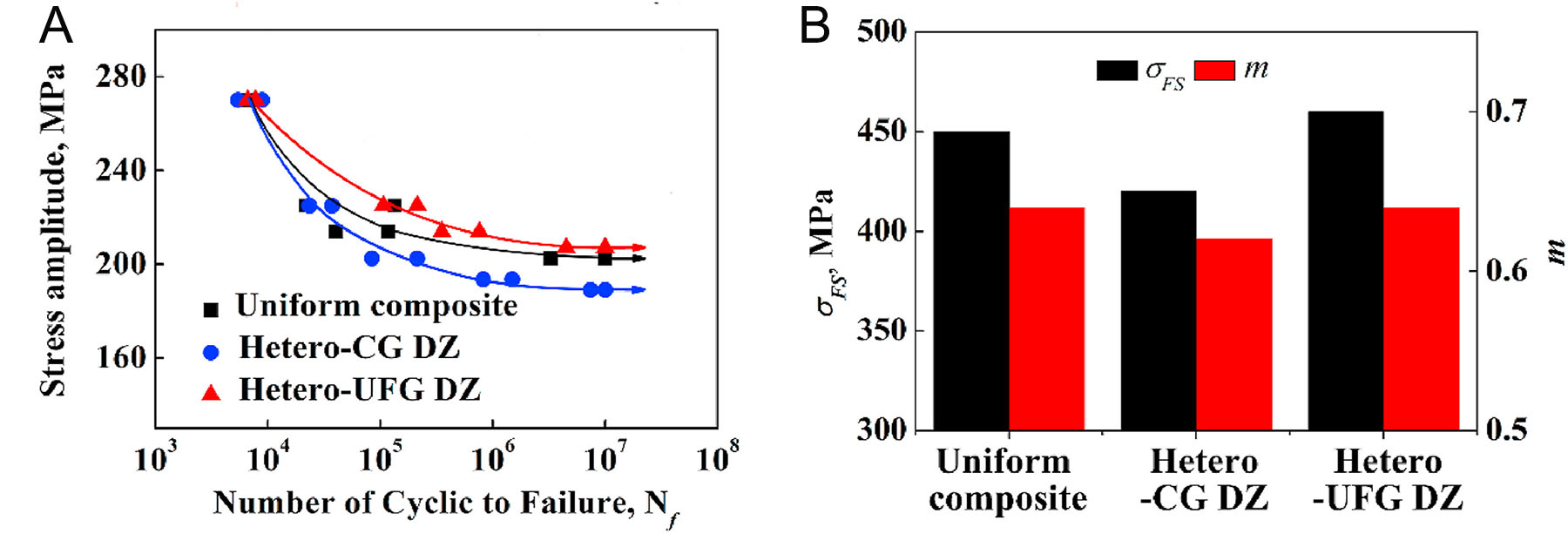
Figure 15. HCF performance of three CNT/2009Al composites under a stress ratio of 0.1: (A) stress versus cycle number curves, (B) fatigue strength and the ratio of fatigue strength to ultimate tensile strength[111].
Overall, these studies confirm that grain size regulation plays a pivotal role in enhancing the fatigue performance of heterostructured nanocarbon/Al composites. By precisely adjusting the grain size in distinct zones, particularly through refining grains in the soft zones, the balance between strength and ductility can be optimized, significantly enhancing fatigue resistance. These findings not only advance the theoretical understanding of heterostructured MMCs but also provide crucial technical guidance for their practical engineering applications.
HOT PROCESSING OF HETEROSTRUCTURED NANOCARBON/Al COMPOSITES
For structural materials, hot processing is often required to meet the specific dimensional requirements of engineering components. Previous studies on alloys with heterogeneous grain structures have demonstrated that ultrafine-grained regions tend to undergo grain boundary sliding accompanied by grain coarsening, while coarse-grained regions preferentially achieve grain refinement through DRX[112]. This process ultimately results in a uniform grain structure [Figure 16]. In heterostructured nanocarbon/Al composites, the incorporation of nanocarbon helps stabilize ultrafine-grained hard zones, which aids in maintaining heterogeneous characteristics. However, the inhibition effect of nanocarbon on DRX also increases the risk of deformation instability. To ensure the safe forming and processing of these composites while achieving precise microstructural control, comprehensive research into their deformation behavior and processing parameters is essential.
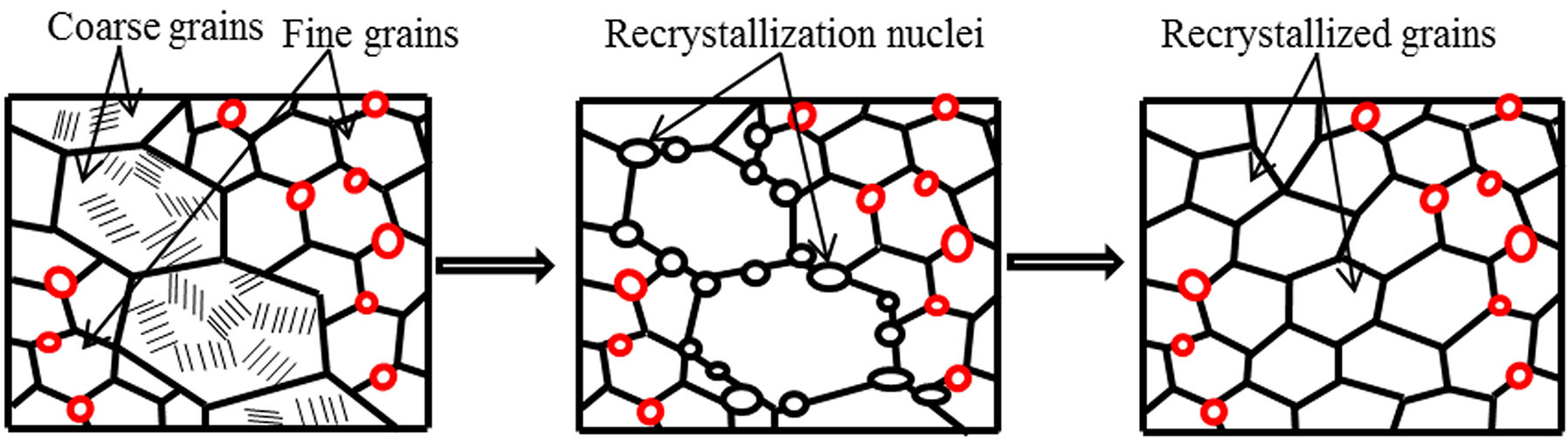
Figure 16. Development of the heterogeneous grain structure during hot deformation[112].
Theoretical study on hot deformation behavior
In the study of hot deformation of MMCs, the construction of processing maps based on the dynamic material model (DMM) is a well-established theoretical method. This approach analyzes microstructure evolution mechanisms from an energy dissipation perspective, and has been successfully applied to research on the hot deformation behaviors of homogeneous nanocarbon/Al composites[113]. For example,
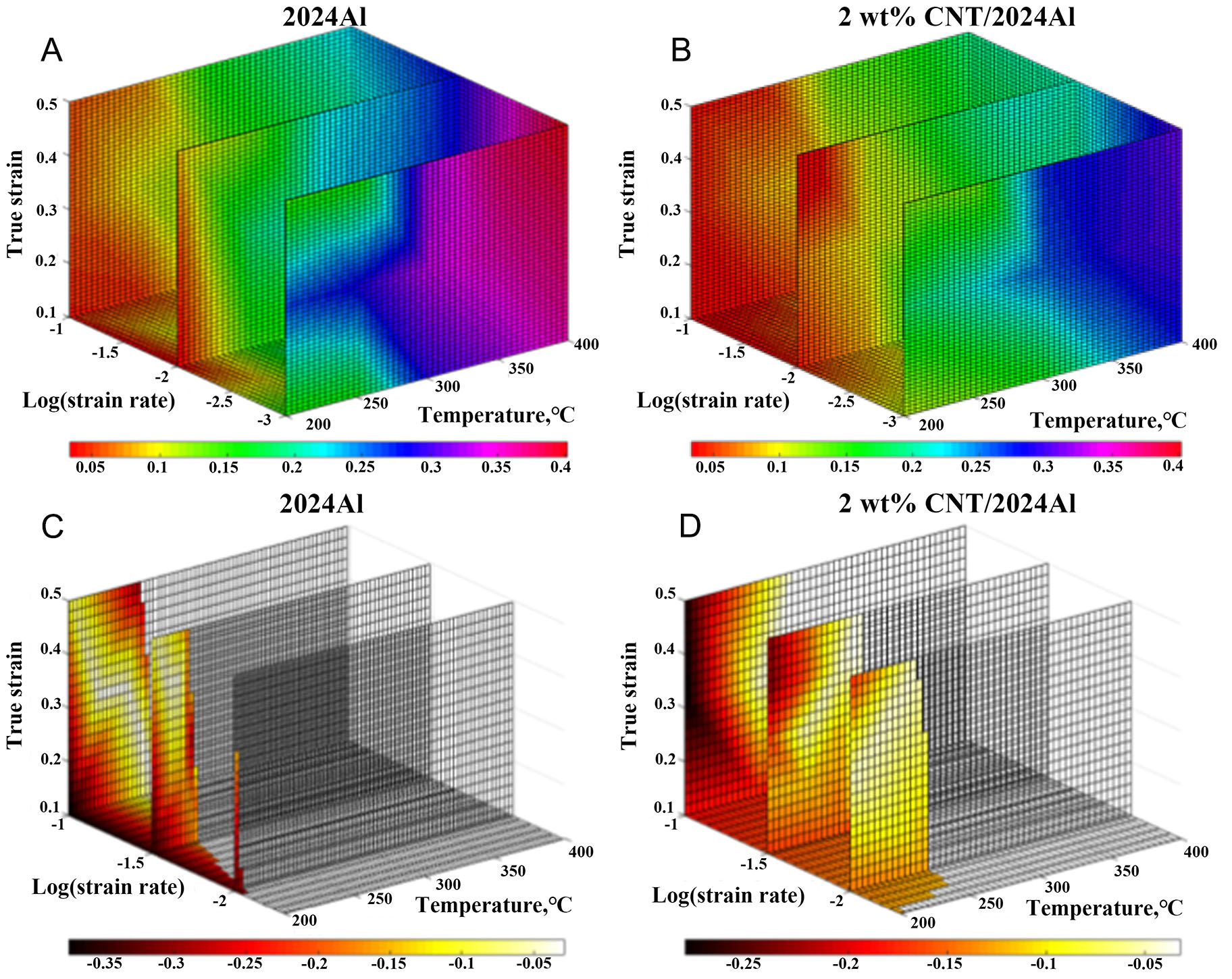
Figure 17. 3D power dissipation maps sliced at a strain rate of 0.001 s-1, 0.01 s-1, 0.1 s-1 of (A) 2024Al alloy, (B) 2 wt% CNT/2024Al composite and 3D flow instability maps sliced at a strain rate of 0.01 s-1, 0.03 s-1, 0.1 s-1 of (C) 2024Al alloy, (D) 2 wt% CNT/2024Al composite[114].
Although processing maps derived from the DMM offer a convenient way to study the hot deformation behavior of homogeneous nanocarbon/Al composites, they are inadequate for analyzing the deformation coordination of different microregions in heterostructured nanocarbon/Al composites during hot deformation. To address this limitation, Bian et al.[115] proposed a coordination coefficient based on the weighted average principle of the rule of mixtures[116,117] and developed a novel processing map to investigate the deformation coordination mechanisms of different microregions in a bimodal CNT/2009Al composite. The method for constructing the coordination coefficient is as follows. Firstly, the actual power dissipation values of the bimodal composite [Figure 18A] and its two microregions are obtained through hot compression tests. Subsequently, the actual power dissipation values from the two microregions are weighted according to the volume fraction of the bimodal structure feature to calculate the weighted power dissipation of the bimodal composite [Figure 18B]. Finally, the ratio of the actual to the weighted power dissipation is defined as the coordination coefficient, and a corresponding map is constructed [Figure 18C]. The study reveals that deviations of the coordination coefficient from the value of 1 directly reflect the degree of deformation coordination in heterogeneous regions. A coefficient approaching 1 signifies excellent deformation compatibility among these regions, whereas larger deviations from 1 signify poorer coordination.
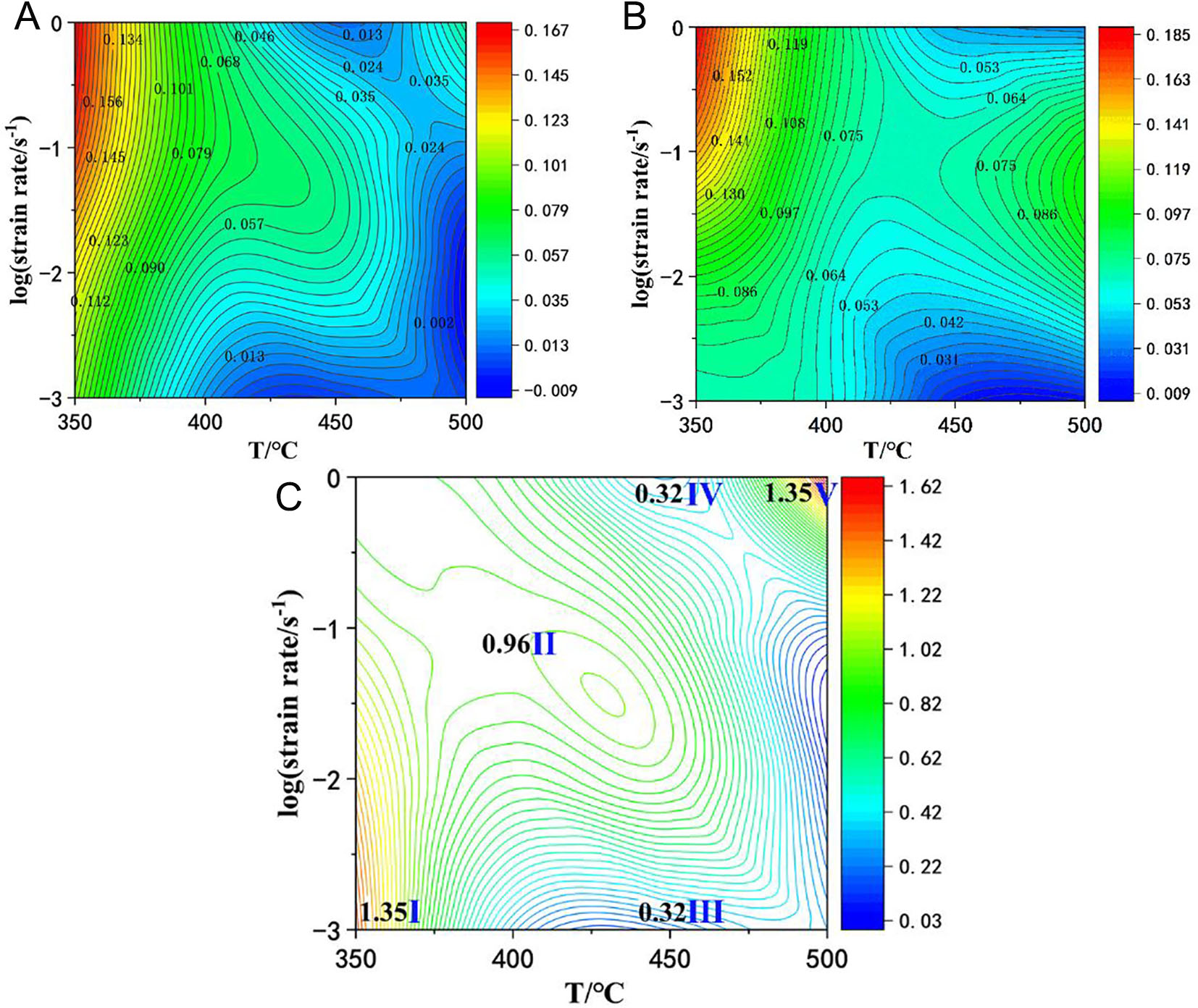
Figure 18. Bimodal CNT/2009Al composite: (A) actual power dissipation map, (B) weighted power dissipation map, (C) coordination coefficient map[115].
Furthermore, the mechanisms underlying variations in deformation coordination between heterogeneous regions are investigated. The results indicate that increased differences in deformation resistance among microregions lead to amplified deformation incompatibility. Under varying processing parameters, hard zones maintain relatively stable grain sizes. However, under high-temperature, low-strain-rate conditions, the grain boundaries of soft zones migrate toward hard zones, thereby reducing the overall power dissipation and resulting in coordination coefficients below 1. Conversely, under high-temperature, high-strain-rate conditions, intensified lattice distortion at heterogeneous interfaces leads to elevated actual power dissipation, causing coordination coefficients to exceed 1. These findings demonstrate that the coordination coefficient map provides an effective analytical tool for studying deformation coordination and microstructure evolution between heterogeneous regions in the bimodal nanocarbon/Al composite.
Hot-deformed heterostructures and mechanical properties
Although processing map theory has elucidated the coordination mechanisms between heterogeneous regions in heterostructured nanocarbon/Al composites under varying deformation parameters, this understanding alone is insufficient. Processing techniques not only influence deformation coordination but also induce changes in heterostructural parameters, including the size, distribution, and content of soft and hard zones, thereby exerting a significant impact on the mechanical properties[118]. Thus, conducting in-depth research into how processing affects the microstructure and mechanical properties of heterostructured nanocarbon/Al composites is crucial for achieving targeted performance regulation.
Currently, the bimodal structure represents the most extensively studied and developed heterostructure among nanocarbon/Al composites. Correspondingly, studies on the evolution of hot-deformed microstructures in such composites have predominantly focused on this bimodal structure.
(1) Hot extrusion processing
Hot extrusion is one of the most widely used methods for manufacturing Al matrix composites. It not only enables the production of rods, profiles, and other components with desired dimensions but also enhances the mechanical properties by eliminating pores and other defects[119,120]. For heterostructured nanocarbon/Al composites, it induces changes in key heterostructural parameters, affecting strengthening and toughening effects.
Ma et al.[121] investigated the effects of extrusion temperature on the microstructure and mechanical properties of a bimodal 3 vol% CNT/2009Al composite with an extrusion ratio of 16:1. The study reveals that soft zones exhibit a band-like distribution after extrusion, with both the width and length increasing as the extrusion temperature rises [Figure 19A-C]. This phenomenon is primarily attributed to the weakening of the dislocation cutting effect at elevated temperatures, which alters the grain deformation mechanisms. More detailed transmission electron microscopy (TEM) characterization demonstrates that, with increasing extrusion temperature, the proportion of high-angle grain boundaries and the dislocation density within soft zones decrease, while the average grain size increases [Figure 19D-F]. Microstructure analysis of hard zones indicates stable grain sizes after extrusion. The mechanical properties of the bimodal CNT/2009Al composite extruded at different temperatures were tested. The results reveal that as the extrusion temperature increases, the UTS of the bimodal composite shows no significant variation, while the El shows significant improvement.
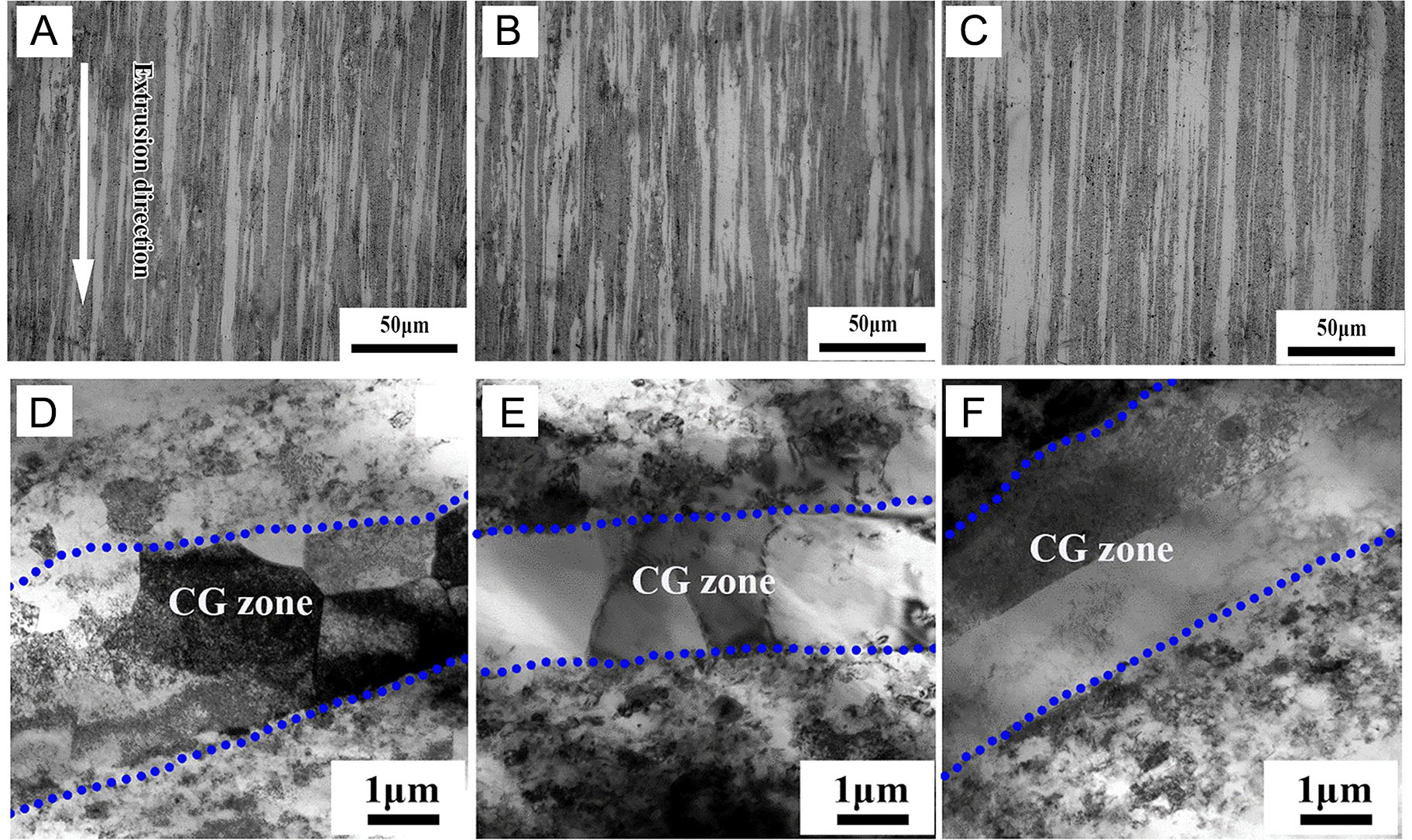
Figure 19. Optical microscope and transmission electron microscopy images of bimodal 3 vol% CNT/2009Al composite extruded at different temperatures: (A and D) 370 oC, (B and E) 420 oC, (C and F) 470 oC[121].
Notably, the findings regarding the impact of extrusion temperature on microstructure and mechanical properties presented in this study are based on a constant initial configuration and extrusion ratio. If the initial configuration parameters or extrusion ratio are altered, the influence of extrusion temperature on the strength and ductility will also differ. To achieve significant improvements in both strength and ductility, the microstructure parameters of hot-deformed heterostructures can be optimized by referring to the results described in Section "Relationship between heterostructures and mechanical properties".
(2) Rolling
Rolling, leveraging its high production efficiency and low cost for large-scale manufacturing[122], is particularly suitable for sheet preparation and has become a crucial deformation processing method in Al matrix composites.
Yang et al.[123] employed the ARB process to fabricate a nano-layered GR/5052Al composite. They investigated the effect of rolling passes on the microstructural evolution of GR layers and the resulting mechanical properties of the composite. The study demonstrates that with increasing rolling passes, severe shear deformation induces significant interlayer sliding within the GR layers. The thickness of the GR layers progressively decreases from an initial 700 nm to approximately 13 nm after eight passes. Although this process causes exfoliation and fragmentation of the GR, it achieves uniform dispersion while preserving the structural integrity of GR, thereby optimizing load transfer efficiency. Consequently, the composite exhibits excellent comprehensive mechanical properties, with a UTS of 420 MPa, a YS of 407 MPa, and an El of 3.2%. In contrast, the 5052Al matrix processed under the same conditions has a UTS of 368 MPa, a YS of 360 MPa, and an El of 2.17%. This clearly demonstrates the significant performance enhancement attributable to GR.
This research combines severe plastic deformation with in situ shear dispersion of GR. It provides a novel approach for developing high-performance heterostructured GR/Al composites.
(3) Multi-pass hot processing
To fabricate components with complex shapes in engineering applications, single-pass hot processing is often insufficient to simultaneously achieve the desired geometry and optimize both microstructure and mechanical properties synergistically. Consequently, multi-pass hot processing becomes essential to achieve precise control over both formability and performance.
Current research on multi-pass hot processing of heterostructured nanocarbon/Al composites has primarily focused on rolling of hot-extruded composites[124]. Li et al.[124] applied a hybrid extrusion-rolling multi-pass process to form a bimodal 2 vol% CNT/2009Al composite plate. After rolling with a 75% thickness reduction, the composite retains its bimodal heterostructure, but soft zones exhibit significant refinement [Figure 20]. The texture evolves into a plate texture composed of {011}<322>, {113}<332>, and {215}<342> components. Characterized by high Schmid factors [Table 2], this plate texture facilitates the participation of more grains in plastic deformation[125]. Consequently, the El of the composite increases from 4.7% in the extruded condition to 5.4% after multi-pass hot processing.
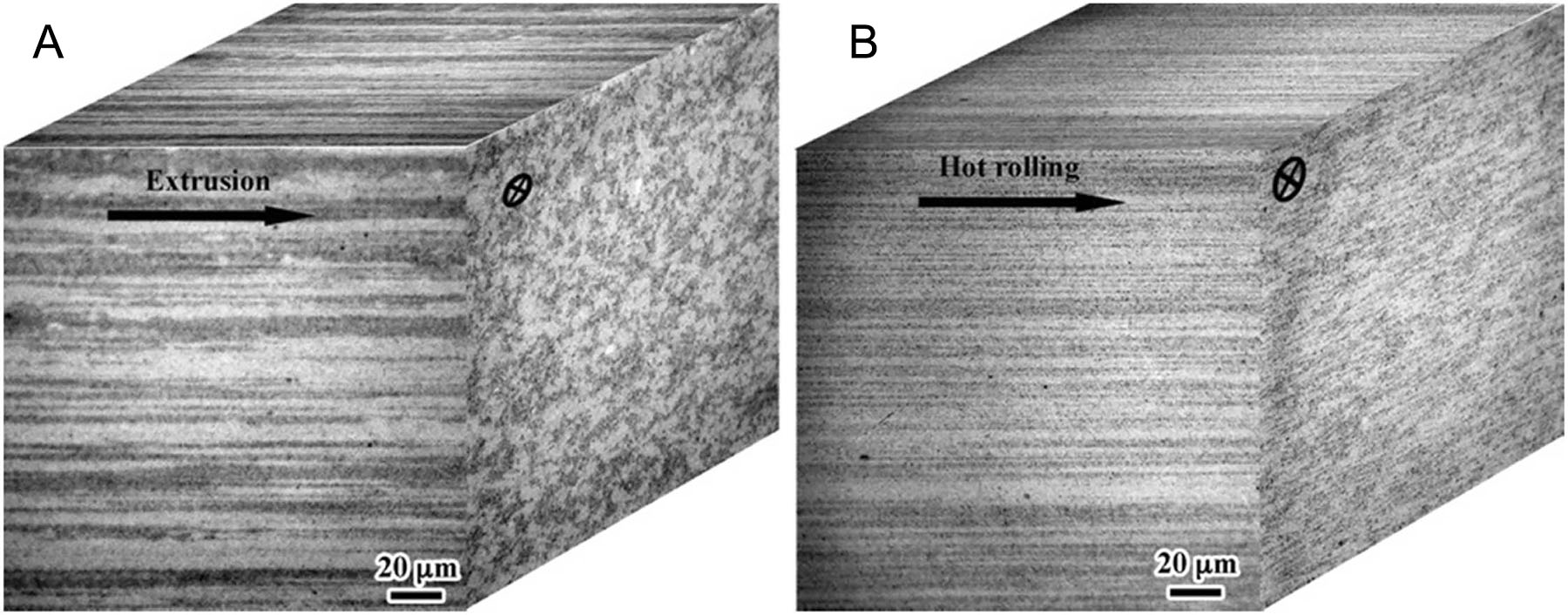
Figure 20. Optical microscope images of bimodal CNT/2009Al composite: (A) as-extruded, (B) multi-pass processed[124].
Texture components in as-extruded and multi-pass processed bimodal composites[124]
| Material | Texture components | Maximum schmid factor |
| As-extruded | {011<111> | 0.27 |
| {112}<111> | 0.27 | |
| {213}<111> | 0.27 | |
| Multi-pass processed | {011}<322> | 0.36 |
| {113}<322> | 0.37 | |
| {215}<342> | 0.42 |
The above studies indicate that the microstructure evolution and mechanical properties of heterostructured nanocarbon/Al composites after hot processing strongly depend on the processing parameters. Despite progress in understanding the regulation mechanisms of processes such as extrusion and rolling, current research exhibits significant limitations: The variation range of extrusion parameters remains narrow, primarily exploring only temperature changes at fixed extrusion ratios. Furthermore, investigations into multi-pass processing are simplistic, largely confined to combining extrusion with rolling; studies on variations in rolling parameters or the introduction of other processing techniques are notably absent. These constraints hinder the development of controllable processing strategies for components with complex geometries.
OUTLOOKS
Despite significant advances in heterostructured nanocarbon/Al composites, key challenges hinder their engineering application. Currently, the design and optimization of heterostructures rely heavily on empirical trial-and-error, lacking a systematic theoretical framework. Regarding service performance, while fatigue damage mechanisms have received attention, studies under coupled multiphysics conditions - such as combined thermal, mechanical, and corrosive environments - remain scarce. Furthermore, hot processing research has focused primarily on microstructural control and properties of simple-shaped components, leaving hot processing for complex geometries largely unexplored. Artificial intelligence (AI) offers a powerful approach to overcome these bottlenecks. By leveraging data-driven capabilities, AI can discover hidden correlations within complex datasets, accelerating the development of advanced materials.
For designing heterostructured nanocarbon/Al composites, AI can identify quantitative relationships between multiparametric microstructural features and macroscopic properties. By quantifying the contributions of key microstructural characteristics to overall performance, AI enables the inverse design of these materials: tailoring microstructures to achieve targeted mechanical, thermal, or functional properties. This will provide a robust theoretical foundation for goal-oriented heterostructure design.
For predicting the service performance of heterostructured nanocarbon/Al composites, AI can leverage accelerated aging data obtained under multi-physical field conditions to train deep learning models. These models can capture the dynamic relationships between environmental parameters and material damage accumulation rates. Integrating such models with digital twin technology enables the creation of a full-life-cycle performance forecasting system, providing precise guidance for reliable engineering deployment.
Furthermore, for the hot processing of complex heterostructured nanocarbon/Al composite components, AI can enhance process control through multi-source data fusion. By integrating processing parameters, real-time sensor data, and post-process characterization, AI will construct comprehensive process-structure-property linkage models. These models can elucidate how processing parameters govern final microstructures and mechanical properties, enabling optimized forming strategies to precisely control heterogeneous microstructure evolution. This approach will significantly reduce costly trial-and-error iterations, improving manufacturing efficiency and reproducibility.
In summary, integrating AI across composite research and development - from intelligent design and performance prediction to process optimization - transforms development from experience-based to data-driven methods. This approach will advance the analysis of structure-property relationships, accelerate the scaling of innovations from laboratory to industry, and provide critical technological support for next-generation lightweight materials in aerospace, electric vehicles, and energy systems.
CONCLUSIONS
With the increasingly stringent demands of modern industries for the comprehensive performance of Al matrix composites, significant progress has been achieved in the research on heterostructured nanocarbon/Al composites. Through the synergistic effects of multi-scale heterogeneous design combined with nanocarbon reinforcements, these composites exhibit remarkable enhancements in comprehensive performance. This review summarizes recent achievements in heterostructured nanocarbon/Al composites, with a focus on three key aspects: heterogeneous design, fatigue performance, and hot processing. The main research advances are summarized as follows:
(1) Heterostructured nanocarbon/Al composites exhibit simultaneous improvements in strength and ductility through synergistic mechanisms such as HDI strengthening, strain distribution homogenization, and crack blunting. To date, researchers have developed various heterostructures including bi/trimodal, layered, network, and gradient structures. Among these, the bimodal structure adheres to specific design guidelines and exhibits outstanding performance. Moreover, its fabrication is relatively straightforward. Research on other heterostructures, however, remains in the early stages.
(2) In terms of fatigue performance, the pull-out and crack bridging mechanisms of CNTs combined with heterogeneous design can reduce the fatigue crack propagation rate. However, the non-uniform characteristics of heterostructures accelerate fatigue crack nucleation, thus reducing the HCF performance. The moderate refinement of grain size in soft zones, which alleviates stress concentration at heterogeneous interfaces, is conducive to enhancing the HCF performance of heterostructured nanocarbon/Al composites.
(3) During hot processing, heterostructured nanocarbon/Al composites exhibit remarkable sensitivity to processing parameter variations, primarily manifested in the complex variations of soft zone dimensions. For nanocarbon-rich hard zones, the strong grain boundary pinning effect induced by nanocarbon enables highly stable grain sizes under diverse processing conditions. Precise optimization of hot processing parameters to regulate soft zone sizes within an optimal range is critical for fabricating high-strength and high-ductility heterostructured nanocarbon/Al composites.
DECLARATIONS
Authors’ contributions
Writing - original draft; Data extraction: Bian, X.
Writing - review & editing; Data visualization: Ma, K.
Writing - review & editing; Conceptualization: Liu, Z.
Supervision; Funding acquisition: Xiao, B.; Ma, Z.
Availability of data and materials
Not applicable.
Financial support and sponsorship
This work was supported by the National Natural Science Foundation of China (Nos. 52120105001, 52192594, 52192595); the China Association for Science and Technology Youth Talent Support Project (No. YESS20230008); and the Xingliao Talent Program (No. XLYC2403056).
Conflicts of interest
All authors declared that there are no conflicts of interest.
Ethical approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Copyright
© The Author(s) 2026.
REFERENCES
1. Miracle, D. Metal matrix composites - from science to technological significance. Compos. Sci. Technol. 2005, 65, 2526-40.
2. Ramanathan, A.; Krishnan, P. K.; Muraliraja, R. A review on the production of metal matrix composites through stir casting - Furnace design, properties, challenges, and research opportunities. J. Manuf. Process. 2019, 42, 213-45.
3. Kim, C.; Cho, K.; Manjili, M. H.; Nezafati, M. Mechanical performance of particulate-reinforced Al metal-matrix composites (MMCs) and Al metal-matrix nano-composites (MMNCs). J. Mater. Sci. 2017, 52, 13319-49.
4. Samal, P.; Vundavilli, P. R.; Meher, A.; Mahapatra, M. M. Recent progress in aluminum metal matrix composites: A review on processing, mechanical and wear properties. J. Manuf. Process. 2020, 59, 131-52.
5. Surappa, M. K. Aluminium matrix composites: challenges and opportunities. Sadhana 2003, 28, 319-34.
6. Dong, L.; Mi, G.; Li, C.; Xu, L.; Wei, J. Effects of SiC particle volume fraction on microstructure and mechancial properties of SiCp/6061Al composites. Integr. Ferroelectr. 2020, 210, 215-26.
7. Tang, S.; Shao, S.; Liu, H.; et al. Microstructure and mechanical behaviors of 6061 Al matrix hybrid composites reinforced with SiC and stainless steel particles. Mater. Sci. Eng. A. 2021, 804, 140732.
8. Li, J.; Laghari, R. A. A review on machining and optimization of particle-reinforced metal matrix composites. Int. J. Adv. Manuf. Technol. 2018, 100, 2929-43.
9. Bakshi, S. R.; Agarwal, A. An analysis of the factors affecting strengthening in carbon nanotube reinforced aluminum composites. Carbon 2011, 49, 533-44.
10. Thostenson, E. T.; Ren, Z.; Chou, T. Advances in the science and technology of carbon nanotubes and their composites: a review. Compos. Sci. Technol. 2001, 61, 1899-912.
11. Liu, J.; Ding, R.; Cao, J.; et al. Recent progress in architecture design of nanocarbon-reinforced metal matrix composites and their properties: a review. Carbon 2024, 228, 119382.
12. Bartolucci, S. F.; Paras, J.; Reif, J.; et al. Graphene-aluminum nanocomposites. Mater. Sci. Eng. A. 2011, 528, 7933-7.
13. Sheinerman, A. G. Mechanical properties of metal matrix composites with graphene and carbon nanotubes. Phys. Metals. Metallogr. 2022, 123, 57-84.
14. Fan, G.; Jiang, Y.; Tan, Z.; et al. Enhanced interfacial bonding and mechanical properties in CNT/Al composites fabricated by flake powder metallurgy. Carbon 2018, 130, 333-9.
15. Zhang, P. F.; Zhou, L.; Ran, Y. C. Finite element analysis and comparison of the machinability of SiCp/Al composite and CNT/Al composite. J. Inst. Eng. India. Ser. C. 2019, 101, 323-9.
16. Bakshi, S. R.; Lahiri, D.; Agarwal, A. Carbon nanotube reinforced metal matrix composites - a review. Int. Mater. Rev. 2013, 55, 41-64.
17. Mohammed, S. M. A. K.; Chen, D. L. Carbon nanotube‐reinforced aluminum matrix composites. Adv. Eng. Mater. 2019, 22, 1901176.
18. Nie, X.; Bahrami, A. Effect of carbon nanotubes on mechanical properties of aluminum matrix composites: a review. Sci. Eng. Compos. Mater. 2024, 31, 20240009.
19. Nam, D. H.; Cha, S. I.; Lim, B. K.; Park, H. M.; Han, D. S.; Hong, S. H. Synergistic strengthening by load transfer mechanism and grain refinement of CNT/Al-Cu composites. Carbon 2012, 50, 2417-23.
20. He, C.; Zhao, N.; Shi, C.; et al. An approach to obtaining homogeneously dispersed carbon nanotubes in Al Powders for preparing reinforced Al‐matrix composites. Adv. Mater. 2007, 19, 1128-32.
21. Izadi, H.; Gerlich, A. P. Distribution and stability of carbon nanotubes during multi-pass friction stir processing of carbon nanotube/aluminum composites. Carbon 2012, 50, 4744-9.
22. Liu, Q.; Ke, L.; Liu, F.; Huang, C.; Xing, L. Microstructure and mechanical property of multi-walled carbon nanotubes reinforced aluminum matrix composites fabricated by friction stir processing. Mater. Des. 2013, 45, 343-8.
23. Lim, D.; Shibayanagi, T.; Gerlich, A. Synthesis of multi-walled CNT reinforced aluminium alloy composite via friction stir processing. Mater. Sci. Eng. A. 2009, 507, 194-9.
24. Owa, T.; Shimizu, Y.; Kaiume, S.; Hashimoto, Y. Effect of sintered reinforcement on characteristics of MWCNT-reinforced aluminum alloy composite via friction stir processing. Mater. Trans. 2019, 60, 1018-25.
25. Esawi, A.; Morsi, K.; Sayed, A.; Taher, M.; Lanka, S. The influence of carbon nanotube (CNT) morphology and diameter on the processing and properties of CNT-reinforced aluminium composites. Compos. Part. A. 2011, 42, 234-43.
26. Cao, L.; Chen, B.; Wan, J.; et al. Unraveling the dispersion mechanism of carbon nanotubes in aluminum powder particles during high energy ball milling by FIB-TEM study. Powder. Technol. 2023, 419, 118339.
27. Liao, J.; Tan, M. Mixing of carbon nanotubes (CNTs) and aluminum powder for powder metallurgy use. Powder. Technol. 2011, 208, 42-8.
28. Basariya M, Srivastava V, Mukhopadhyay N. Microstructural characteristics and mechanical properties of carbon nanotube reinforced aluminum alloy composites produced by ball milling. Mater. Des. 2014, 64, 542-9.
29. Cao, L.; Chen, B.; Wan, J.; Shen, J.; Li, J. Improving carbon nanotube dispersion in aluminum matrix composite powders by a repeating-deformation ball milling process. Mater. Charact. 2023, 201, 112986.
30. Majid, M.; Majzoobi, G. H.; Noozad, G. A.; Reihani, A.; Mortazavi, S. Z.; Gorji, M. S. Fabrication and mechanical properties of MWCNTs‐reinforced aluminum composites by hot extrusion. Rare. Metals. 2012, 31, 372-8.
31. Choi, H.; Shin, J.; Min, B.; Park, J.; Bae, D. Reinforcing effects of carbon nanotubes in structural aluminum matrix nanocomposites. J. Mater. Res. 2011, 24, 2610-6.
32. Cao, J.; Li, F.; Yang, Q.; et al. A review on interfacial structure optimization and its mechanism on the properties of carbon reinforced metal-matrix composites. Compos. Interfaces. 2023, 30, 543-83.
33. Fan, G.; Yu, Z.; Tan, Z.; Li, Z.; Zhang, D. Evolution, control, and effects of interface in CNT/Al composites: a review. Acta. Metall. Sin. 2014, 27, 839-43.
34. Chen, B.; Kondoh, K.; Imai, H.; Umeda, J.; Takahashi, M. Simultaneously enhancing strength and ductility of carbon nanotube/aluminum composites by improving bonding conditions. Scr. Mater. 2016, 113, 158-62.
35. Chen, B.; Shen, J.; Ye, X.; et al. Solid-state interfacial reaction and load transfer efficiency in carbon nanotubes (CNTs)-reinforced aluminum matrix composites. Carbon 2017, 114, 198-208.
36. Sadeghi, B.; Shamanian, M.; Cavaliere, P.; Ashrafizadeh, F. Effect of processing parameters on the microstructural and mechanical properties of aluminum-carbon nanotube composites produced by spark plasma sintering. Int. J. Mater. Res. 2018, 109, 900-9.
37. Housaer, F.; Beclin, F.; Touzin, M.; Tingaud, D.; Legris, A.; Addad, A. Interfacial characterization in carbon nanotube reinforced aluminum matrix composites. Mater. Charact. 2015, 110, 94-101.
38. Yuan, C.; Zhang, Z.; Tan, Z.; et al. Enhanced ductility by Mg addition in the CNT/Al-Cu composites via flake powder metallurgy. Mater. Today. Commun. 2021, 26, 101854.
39. Liu, X.; Li, C.; Yi, J.; et al. Enhancing the interface bonding in carbon nanotubes reinforced Al matrix composites by the in situ formation of TiAl3 and TiC. J. Alloys. Compd. 2018, 765, 98-105.
40. Ma, E. Instabilities and ductility of nanocrystalline and ultrafine-grained metals. Scr. Mater. 2003, 49, 663-8.
41. Ovid'ko, I.; Valiev, R.; Zhu, Y. Review on superior strength and enhanced ductility of metallic nanomaterials. Prog. Mater. Sci. 2018, 94, 462-540.
42. Liu, Q.; Fan, G.; Tan, Z.; et al. Reinforcement with intragranular dispersion of carbon nanotubes in aluminum matrix composites. Compos. Part. B. Eng. 2021, 217, 108915.
43. Sadeghi, B.; Cavaliere, P.; Pruncu, C. I. Architecture dependent strengthening mechanisms in graphene/Al heterogeneous lamellar composites. Mater. Charact. 2022, 188, 111913.
44. Zhao, L.; Zheng, W.; Hu, Y.; Guo, Q.; Zhang, D. Heterostructured metal matrix composites for structural applications: a review. J. Mater. Sci. 2024, 59, 9768-801.
45. Liu, L.; Li, S.; Pan, D.; et al. Loss-free tensile ductility of dual-structure titanium composites via an interdiffusion and self-organization strategy. Proc. Natl. Acad. Sci. USA. 2023, 120, e2302234120.
46. Sadeghi, B.; Cavaliere, P.; Sadeghian, B. Enhancing strength and toughness of aluminum laminated composites through hybrid reinforcement using dispersion engineering. J. Compos. Sci. 2023, 7, 332.
47. Ghari, H.; Taherizadeh, A.; Sadeghian, B.; Sadeghi, B.; Cavaliere, P. Metallurgical characteristics of aluminum-steel joints manufactured by rotary friction welding: a review and statistical analysis. J. Mater. Res. Technol. 2024, 30, 2520-50.
48. Nie, J.; Chen, Y.; Song, L.; et al. Enhancing strength and ductility of Al-matrix composite via a dual-heterostructure strategy. Int. J. Plast. 2023, 171, 103825.
49. Xu, Z.; Li, C.; Wang, Z.; et al. Balancing the strength and ductility of graphene oxide-carbon nanotube hybrid reinforced aluminum matrix composites with bimodal grain distribution. Mater. Sci. Eng. A. 2020, 796, 140067.
50. Xu, Z.; Li, C.; Gao, P.; et al. Improving the mechanical properties of carbon nanotubes reinforced aluminum matrix composites by heterogeneous structural design. Compos. Commun. 2022, 29, 101050.
51. Sadeghi, B.; Cavaliere, P. Effect of bimodal grain structure on the microstructural and mechanical evolution of Al-Mg/CNTs composite. Metals 2021, 11, 1524.
52. Bi, S.; Li, Z. C.; Sun, H. X.; et al. Microstructure and mechanical properties of carbon nanotubes-reinforced 7055Al composites fabricated by high-energy ball milling and powder metallurgy processing. Acta. Metall. Sin. 2021, 57, 71-81.
53. Salama, E. I.; Abbas, A.; Esawi, A. M. Preparation and properties of dual-matrix carbon nanotube-reinforced aluminum composites. Compos. Part. A. Appl. Sci. Manuf. 2017, 99, 84-93.
54. Fu, X.; Tan, Z.; Min, X.; et al. Trimodal grain structure enables high-strength CNT/Al-Cu-Mg composites higher ductility by powder assembly & alloying. Mater. Res. Lett. 2020, 9, 50-7.
55. Bhadauria, A.; Singh, L. K.; Nayak, S. K.; Laha, T. Tensile deformation behavior and strengthening mechanism in graphene nanoplatelet reinforced bimodal grained aluminum nanocomposite synthesized by spark plasma sintering and hot rolling. Mater. Charact. 2020, 168, 110568.
56. Raj R, Yoganandh J, Senthil Saravanan MS, Ram Prabhu T. Mechanical and tribological properties of graphene-reinforced bimodal AA7075 composites. Trans. Indian. Inst. Met. 2024, 77, 1651-60.
57. Li, P.; Li, X.; Liu, Z.; Chen, L.; Xiao, B.; Ma, Z. Enhanced strength-ductility synergy of carbon nanotube/Al-Cu-Mg composites via introducing laminate structure and grain modification. Compos. Part. B. Eng. 2022, 243, 110178.
58. Li, P.; Li, X.; Ma, K.; et al. Improvement of mechanical properties in carbon nanotube/Al-Cu-Mg composites through introducing bioinspired tree-ring structure. Compos. Commun. 2023, 37, 101462.
59. Jiang, L.; Li, Z.; Fan, G.; Cao, L.; Zhang, D. Strong and ductile carbon nanotube/aluminum bulk nanolaminated composites with two-dimensional alignment of carbon nanotubes. Scr. Mater. 2012, 66, 331-4.
60. Li, Z.; Guo, Q.; Li, Z.; et al. Enhanced mechanical properties of graphene (reduced graphene oxide)/aluminum composites with a bioinspired nanolaminated structure. Nano. Lett. 2015, 15, 8077-83.
61. Chen, N.; Song, Y.; Sun, J.; et al. A convenient fabrication strategy of laminated graphene/aluminum composite via pulse current diffusion bonding. Ceram. Int. 2024, 50, 41970-4.
62. Lin, X.; Rong, X.; Pu, B.; et al. Gaining strength-ductility combination in Al matrix composites with in-situ synthesized three-dimensional nanocarbon network. J. Alloys. Compd. 2024, 970, 172542.
63. Wan, J.; Chen, B.; Zhou, X.; et al. CNT-induced heterogeneous matrix grain structure in CNTs/Al composites. Carbon 2024, 216, 118529.
64. Choi, H.; Shin, J.; Bae, D. Self-assembled network structures in Al/C60 composites. Carbon 2010, 48, 3700-7.
65. Sharma, A.; Morisada, Y.; Fujii, H. Bending induced mechanical exfoliation of graphene interlayers in a through thickness Al-GNP functionally graded composite fabricated via novel single-step FSP approach. Carbon 2022, 186, 475-91.
66. Kwon, H.; Bradbury, C. R.; Leparoux, M. Fabrication of functionally graded carbon nanotube-reinforced aluminum matrix composite. Adv. Eng. Mater. 2010, 13, 325-9.
67. Borand, G.; Uzunsoy, D. Fabrication of functionally graded few-layered graphene reinforced Al-4.5Cu alloy by powder metallurgy. J. Alloys. Compd. 2022, 923, 166348.
68. Carvalho, O.; Buciumeanu, M.; Madeira, S.; Soares, D.; Silva, F.; Miranda, G. Optimization of AlSi-CNTs functionally graded material composites for engine piston rings. Mater. Des. 2015, 80, 163-73.
69. Zhu, Y.; Ameyama, K.; Anderson, P. M.; et al. Heterostructured materials: superior properties from hetero-zone interaction. Mater. Res. Lett. 2020, 9, 1-31.
70. Fan, G.; Choo, H.; Liaw, P.; Lavernia, E. Plastic deformation and fracture of ultrafine-grained Al-Mg alloys with a bimodal grain size distribution. Acta. Mater. 2006, 54, 1759-66.
71. Ma, K.; Liu, Z.; Liu, K.; Chen, X. G.; Xiao, B.; Ma, Z. Structure optimization for improving the strength and ductility of heterogeneous carbon nanotube/Al-Cu-Mg composites. Carbon 2021, 178, 190-201.
72. Fu, X.; Tan, Z.; Ma, Z.; et al. Powder assembly & alloying to CNT/Al-Cu-Mg composites with trimodal grain structure and strength-ductility synergy. Compos. Part. B. Eng. 2021, 225, 109271.
73. Sadeghi, B.; Cavaliere, P. CNTs reinforced Al-based composites produced via modified flake powder metallurgy. J. Mater. Sci. 2022, 57, 2550-66.
74. Huang, C.; Wang, Y.; Ma, X.; et al. Interface affected zone for optimal strength and ductility in heterogeneous laminate. Mater. Today. 2018, 21, 713-9.
75. Han, F.; Jiang, Y.; Cao, F.; Cai, L.; Zhang, H.; Liang, S. Role of gradient heterogeneous interfaces in synergetic strengthening and toughening of layered CuCrZr/Cu composites. Mater. Sci. Eng. A. 2023, 885, 145613.
76. Ferreira, F.; Ferreira, I.; Camacho, E.; Lopes, F.; Marques, A.; Velhinho, A. Graphene oxide-reinforced aluminium-matrix nanostructured composites fabricated by accumulative roll bonding. Compos. Part. B. Eng. 2019, 164, 265-71.
77. Ramkumar, K. R.; Dinaharan, I.; Murugan, N.; Kim, H. S. Development of aluminum matrix composites through accumulative roll bonding: a review. J. Mater. Sci. 2024, 59, 8606-49.
78. Lahiri, D.; Bakshi, S.; Keshri, A.; Liu, Y.; Agarwal, A. Dual strengthening mechanisms induced by carbon nanotubes in roll bonded aluminum composites. Mater. Sci. Eng. A. 2009, 523, 263-70.
79. Zhang, X.; Zhao, N.; He, C. The superior mechanical and physical properties of nanocarbon reinforced bulk composites achieved by architecture design - A review. Prog. Mater. Sci. 2020, 113, 100672.
80. Sadeghi, B.; Cavaliere, P.; Velashjerdi, M.; et al. A 3D interconnected CNT-RGO hybrid networks for Al matrix composites: unveiling a new pathway to superior strength-ductility balance. Compos. Part. B. Eng. 2025, 305, 112746.
81. Liu, X.; Li, J.; Sha, J.; et al. In-situ synthesis of graphene nanosheets coated copper for preparing reinforced aluminum matrix composites. Mater. Sci. Eng. A. 2018, 709, 65-71.
82. Liu, X.; Li, J.; Liu, E.; He, C.; Shi, C.; Zhao, N. Towards strength-ductility synergy with favorable strengthening effect through the formation of a quasi-continuous graphene nanosheets coated Ni structure in aluminum matrix composite. Mater. Sci. Eng. A. 2019, 748, 52-8.
83. Li, X.; Lu, L.; Li, J.; Zhang, X.; Gao, H. Mechanical properties and deformation mechanisms of gradient nanostructured metals and alloys. Nat. Rev. Mater. 2020, 5, 706-23.
84. Shao, C.; Zhang, P.; Zhu, Y.; Zhang, Z.; Tian, Y.; Zhang, Z. Simultaneous improvement of strength and plasticity: additional work-hardening from gradient microstructure. Acta. Mater. 2018, 145, 413-28.
85. Lu, K. Nanomaterials. Making strong nanomaterials ductile with gradients. Science 2014, 345, 1455-6.
86. Cheng, Z.; Zhou, H.; Lu, Q.; Gao, H.; Lu, L. Extra strengthening and work hardening in gradient nanotwinned metals. Science 2018, 362, 559.
87. Qin, S.; Yang, M.; Jiang, P.; et al. Designing structures with combined gradients of grain size and precipitation in high entropy alloys for simultaneous improvement of strength and ductility. Acta. Mater. 2022, 230, 117847.
88. Sadeghi, B.; Cavaliere, P.; Shamanian, M.; Sanayei, M.; Szpunar, J. A.; Nosko, M. Electron backscattered diffraction analysis of friction stir processed nanocomposites produced via spark plasma sintering. J. Microsc. 2018, 271, 145-63.
89. Liu, Z.; Ma, K.; Fan, G.; et al. Enhancement of the strength-ductility relationship for carbon nanotube/Al-Cu-Mg nanocomposites by material parameter optimisation. Carbon 2020, 157, 602-13.
90. Wu, X.; Zhu, Y. Heterogeneous materials: a new class of materials with unprecedented mechanical properties. Mater. Res. Lett. 2017, 5, 527-32.
91. Joshi, S. P.; Ramesh, K. An enriched continuum model for the design of a hierarchical composite. Scr. Mater. 2007, 57, 877-80.
92. Romero-Resendiz, L.; El-Tahawy, M.; Zhang, T.; et al. Heterostructured stainless steel: properties, current trends, and future perspectives. Mater. Sci. Eng. R. Rep. 2022, 150, 100691.
93. Zhu, Y.; Wu, X. Perspective on hetero-deformation induced (HDI) hardening and back stress. Mater. Res. Lett. 2019, 7, 393-8.
94. Dong, X.; Gao, B.; Xiao, L.; et al. Heterostructured metallic structural materials: research methods, properties, and future perspectives. Adv. Funct. Mater. 2024, 34, 2410521.
95. Yang, M.; Pan, Y.; Yuan, F.; Zhu, Y.; Wu, X. Back stress strengthening and strain hardening in gradient structure. Mater. Res. Lett. 2016, 4, 145-51.
96. Chen, X.; Wang, W.; Yang, H.; et al. Microstructure evolution, mechanical properties and deformation characteristics of ultrafine-grained annealed pure aluminum. Mater. Sci. Eng. A. 2022, 846, 143320.
97. Wu, X.; Yang, M.; Yuan, F.; et al. Heterogeneous lamella structure unites ultrafine-grain strength with coarse-grain ductility. Proc. Natl. Acad. Sci. USA. 2015, 112, 14501-5.
98. Sadeghi, B.; Shamanian, M.; Cavaliere, P.; Ashrafizadeh, F.; Sanayei, M.; Szpunar, J. A. Microstructural and mechanical behavior of bimodal reinforced Al-based composites produced by spark plasma sintering and FSP. Int. J. Adv. Manuf. Technol. 2017, 94, 3903-16.
99. Sadeghi, B.; Shamanian, M.; Ashrafizadeh, F.; Cavaliere, P. FSW of bimodal reinforced Al-based composites produced via spark plasma sintering. Int. J. Mater. Res. 2017, 108, 1045-54.
100. Fu, X.; Yu, Z.; Tan, Z.; et al. Enhanced strain hardening by bimodal grain structure in carbon nanotube reinforced Al-Mg composites. Mater. Sci. Eng. A. 2021, 803, 140726.
101. Tan, Z.; Fu, X.; Zheng, Q.; et al. Toward strength-ductility synergy in trimodal grain structured metal composites by actively tuning coarse domains. Mater. Res. Lett. 2023, 11, 462-70.
102. Salvati, E. Evaluating fatigue onset in metallic materials: problem, current focus and future perspectives. Int. J. Fatigue. 2024, 188, 108487.
103. Liu, R.; Tian, Y.; Zhang, Z.; Zhang, P.; Zhang, Z. Fatigue strength plateau induced by microstructure inhomogeneity. Mater. Sci. Eng. A. 2017, 702, 259-64.
104. Sadeghi, B.; Cavaliere, P.; Sanayei, M. Effect of reinforcement particle size on the corrosion and mechanical properties of spark plasma sintered aluminium matrix composites. J. Microsc. 2025, 297, 18-34.
105. Cavaliere, P.; Jahantigh, F.; Shabani, A.; Sadeghi, B. Influence of SiO2 nanoparticles on the microstructure and mechanical properties of Al matrix nanocomposites fabricated by spark plasma sintering. Compos. Part. B. Eng. 2018, 146, 60-8.
106. Shin, S.; Bae, D. Fatigue behavior of Al2024 alloy-matrix nanocomposites reinforced with multi-walled carbon nanotubes. Compos. Part. B. Eng. 2018, 134, 61-8.
107. Liao, J. Z.; Tan, M. J.; Bayraktar, E. Tension-tension fatigue behaviour of carbon nanotube reinforced aluminium composites. Mater. Sci. Forum. 2013, 765, 563-7.
108. Bi, S.; Liu, Z.; Xiao, B.; et al. Different fatigue behavior between tension-tension and tension-compression of carbon nanotubes reinforced 7055 Al composite with bimodal structure. Carbon 2021, 184, 364-74.
109. Qian, T.; Karaman, I.; Marx, M. Mechanical properties of nanocrystalline and ultrafine‐grained nickel with bimodal microstructure. Adv. Eng. Mater. 2014, 16, 1323-39.
110. Long, J.; Pan, Q.; Tao, N.; Dao, M.; Suresh, S.; Lu, L. Improved fatigue resistance of gradient nanograined Cu. Acta. Mater. 2019, 166, 56-66.
111. Ma, K.; Li, X.; Liu, K.; et al. Improving the high-cycle fatigue strength of heterogeneous carbon nanotube/Al-Cu-Mg composites through grain size design in ductile-zones. Compos. Part. B. Eng. 2021, 222, 109094.
112. Liu, F.; Chen, J.; Dong, J.; Zhang, M.; Yao, Z. The hot deformation behaviors of coarse, fine and mixed grain for Udimet 720Li superalloy. Mater. Sci. Eng. A. 2016, 651, 102-15.
113. Li, C.; Qiu, R.; Luan, B.; He, W.; Li, Z. Hot deformation and processing maps of as-sintered CNT/Al-Cu composites fabricated by flake powder metallurgy. Trans. Nonferrous. Met. Soc. China. 2018, 28, 1695-704.
114. Mokdad, F.; Chen, D.; Liu, Z.; Ni, D.; Xiao, B.; Ma, Z. Three-dimensional processing maps and microstructural evolution of a CNT-reinforced Al-Cu-Mg nanocomposite. Mater. Sci. Eng. A. 2017, 702, 425-37.
115. Bian, X.; Ma, K.; Liu, Z.; Xiao, B.; Wang, Q.; Ma, Z. Hot deformation behavior analysis of CNT/2009Al composite with bimodal heterostructure via constructing a new processing map. Mater. Charact. 2024, 212, 113979.
116. Kim, H. S. On the rule of mixtures for the hardness of particle reinforced composites. Mater. Sci. Eng. A. 2000, 289, 30-3.
117. Tham, M. W.; Fazita, M. N.; Abdul, Khalil. H.; et al. Tensile properties prediction of natural fibre composites using rule of mixtures: a review. J. Reinf. Plast. Compos. 2018, 38, 211-48.
118. Sadeghi, B.; Cavaliere, P.; Nosko, M.; TremboŠovÁ, V.; Nagy, Š. Hot deformation behaviour of bimodal sized Al2O3/Al nanocomposites fabricated by spark plasma sintering. J. Microsc. 2021, 281, 28-45.
119. Sun, C.; Song, M.; Wang, Z.; He, Y. Effect of particle size on the microstructures and mechanical properties of SiC-reinforced pure aluminum composites. J. Mater. Eng. Perform. 2010, 20, 1606-12.
120. Megahed, M.; Attia, M. A.; Abdelhameed, M.; El-Shafei, A. G. Tribological characterization of hybrid metal matrix composites processed by powder metallurgy. Acta. Metall. Sin. 2017, 30, 781-90.
121. Ma, K.; Liu, Z.; Liu, B.; Xiao, B.; Ma, Z. Improving ductility of bimodal carbon nanotube/2009Al composites by optimizing coarse grain microstructure via hot extrusion. Compos. Part. A. Appl. Sci. Manuf. 2021, 140, 106198.
122. Sadeghi, B.; Shabani, A.; Cavaliere, P. Hot rolling of spark-plasma-sintered pure aluminium. Powder. Metall. 2018, 61, 285-92.
123. Yang, Z.; Ni, Z.; Yan, J.; et al. Towards high performance nano multilayered graphene/5052 Al composite: in situ interfacial tailoring via accumulative roll bonding. Carbon 2025, 238, 120213.
124. Li, P.; Li, X.; Dong, Z.; et al. Microstructure evolution and strength-ductility improving mechanism change of heterogeneous CNT/2009Al composite after hot rolling. J. Alloys. Compd. 2023, 948, 169764.
Cite This Article
How to Cite
Download Citation
Export Citation File:
Type of Import
Tips on Downloading Citation
Citation Manager File Format
Type of Import
Direct Import: When the Direct Import option is selected (the default state), a dialogue box will give you the option to Save or Open the downloaded citation data. Choosing Open will either launch your citation manager or give you a choice of applications with which to use the metadata. The Save option saves the file locally for later use.
Indirect Import: When the Indirect Import option is selected, the metadata is displayed and may be copied and pasted as needed.
About This Article
Special Topic
Copyright

Data & Comments
Data
0












Comments
Comments must be written in English. Spam, offensive content, impersonation, and private information will not be permitted. If any comment is reported and identified as inappropriate content by OAE staff, the comment will be removed without notice. If you have any queries or need any help, please contact us at support@oaepublish.com.